



Le 4 décembre 2019, la réception mécanique du RFQ fourni par l’Irfu a eu lieu au sein du tunnel du projet ESS (European Spallation Source) à Lund, en Suède. À la suite de la livraison du RFQ le 27 août 2019, l’installation s’est tout de suite enchainée avec l’équipe Irfu présente et garante de son succès au cours des mois suivants.
Le RFQ est un élément clé de la partie « chaude » de l’accélérateur linéaire d’ESS : il est la première cavité accélératrice. Il concentre, échantillonne et accélère le faisceau de protons produits par la source d'ions. En d’autres termes, il transforme le faisceau continu de protons en un faisceau pulsé, qui est transmis à la section suivante de l'accélérateur et il est garant de la qualité du faisceau pour tout l’accélérateur.
Dès la livraison, c’est-à-dire à partir du 27 août 2019, une équipe de l'Irfu, avec le soutien de l'équipe d'installation d’ESS, a commencé l'assemblage et l'installation du RFQ de 4,6 mètres de longueur selon un planning et une procédure bien définis et déjà expérimentés.
En effet, lors de la fabrication des sections du RFQ, l’équipe de l’Irfu s’est « entrainée » à assembler le RFQ au sein du Synergium au CEA de Saclay. Cette simulation a permis de définir la meilleure procédure d’installation et de développer les outils nécessaires afin de limiter le temps de présence des équipes Irfu en Suède. La notion de simulation est importante car malgré la présence d’outils adaptés (pont mécanique), l’équipe s’est entrainée avec l’encombrement et les outils disponibles dans le tunnel du projet ESS afin de valider les procédures et les temps d’assemblage.
Cet assemblage à blanc en France comprend la mise en place de la poutre support, des châssis de maintien des sections, la connexion des deux premières sections, le montage des pistons sur la section 1 ainsi que l’insertion d’une maquette de coupleur (entrée de puissance RF). L’assemblage des deux sections a également permis d’effectuer une mesure RF (Radiofréquence) afin de valider le modèle théorique et la qualité de fabrication.
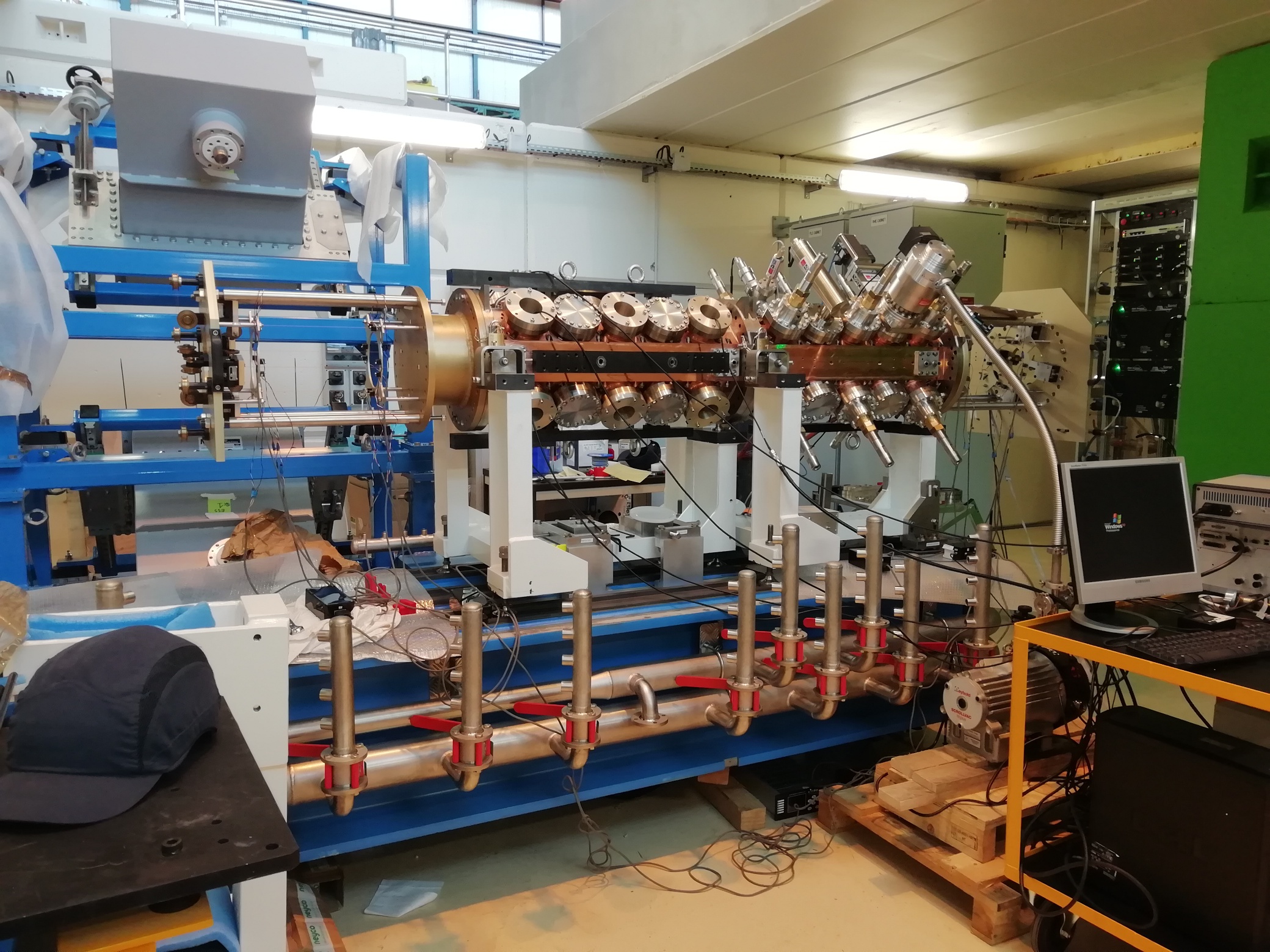
Mesure RF sur l’assemblage à blanc des deux premières sections en France.
Cet assemblage à blanc en France comprend la mise en place de la poutre support, des châssis de maintien des sections, la connexion des deux premières sections, le montage des pistons sur la section 1 ainsi que l’insertion d’une maquette de coupleur (entrée de puissance RF). L’assemblage des deux sections a également permis d’effectuer une mesure RF (Radiofréquence) afin de valider le modèle théorique et la qualité de fabrication.
L’équipe étant ainsi bien préparée, en seulement trois jours (30 août 2019), la poutre support était installée et les sections 1 et 2 étaient équipées de pistons d’accord et testées en étanchéité.
Les sections suivantes se sont ensuite enchainées sans aucun souci :
- 6 septembre 2019 : 3 sections d’installées
- 20 septembre 2019 : 5 sections installées


A la suite de cette première campagne d’assemblage purement mécanique réussie, une seconde campagne de montage des équipements RF a eu lieu au mois d’octobre 2019. C’est ainsi qu’en dix jours, du 8 au 18 octobre, le RFQ a été équipé de tous ses pistons (réglage d’accord RF) et des coupleurs (entrées de puissance RF).

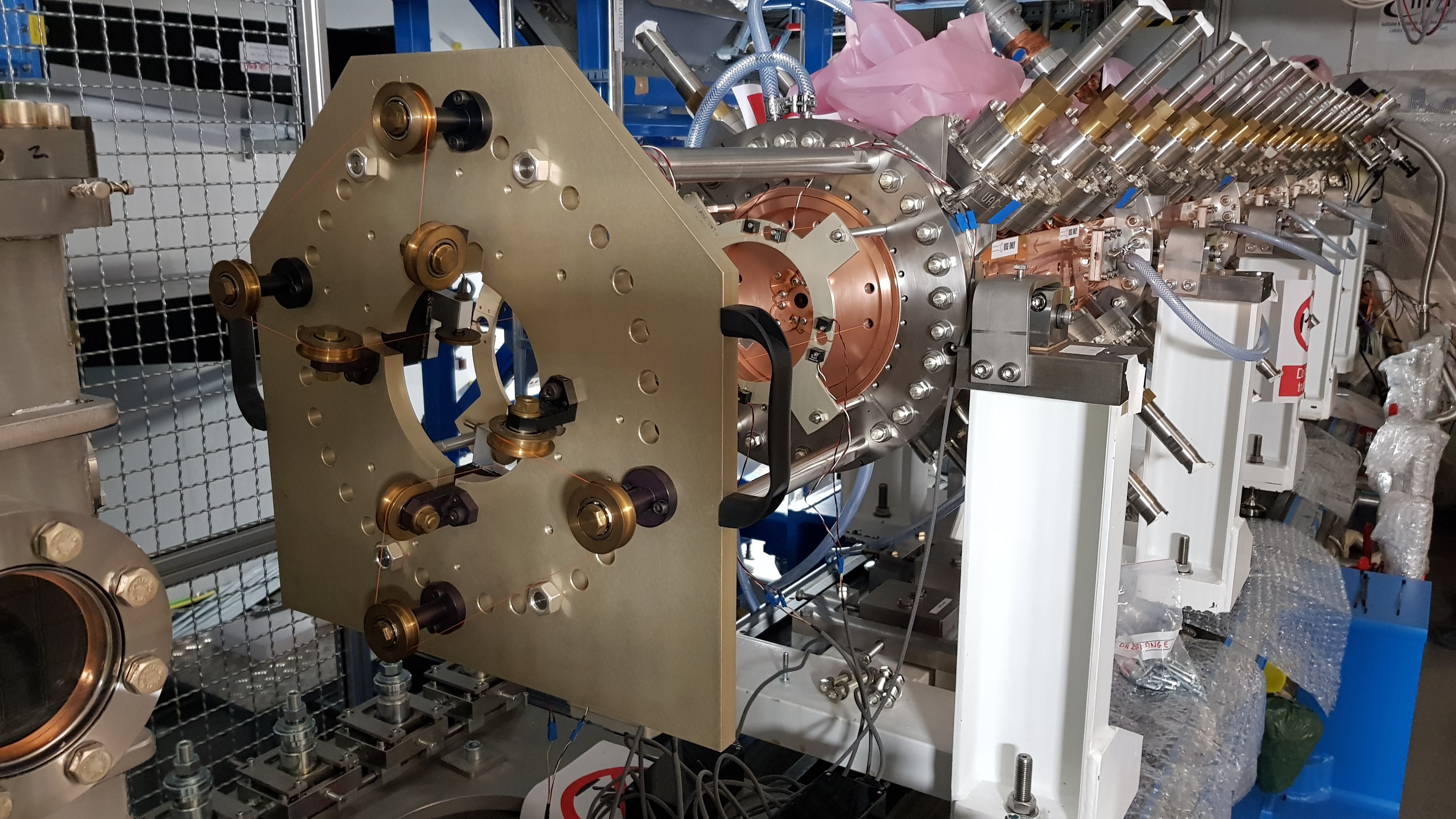
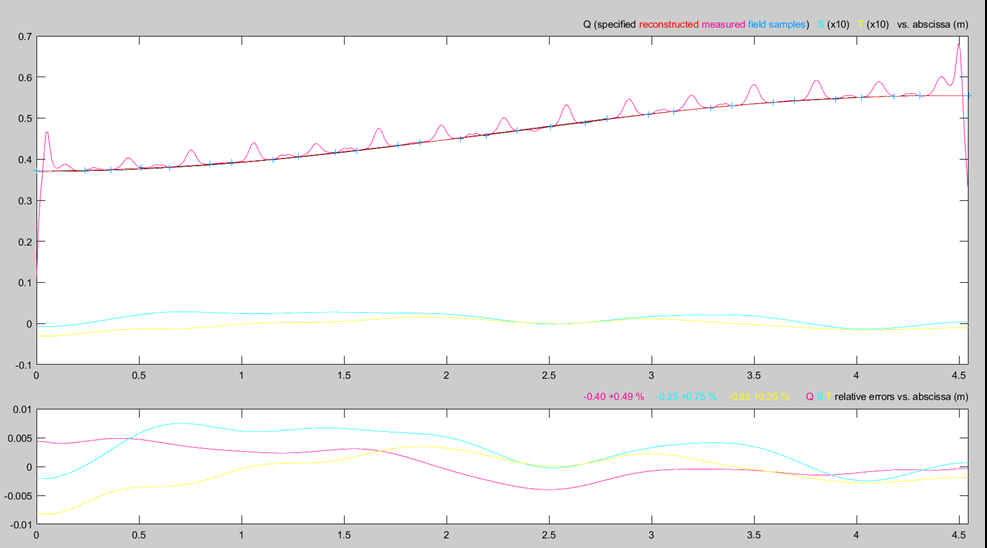
Le RFQ étant une cavité accélératrice radiofréquence, cette dernière ne peut être validée que par des mesures RF permettant de quantifier ses caractéristiques et vérifier que ces dernières correspondent au design théorique. C’est donc le 8 novembre 2019, à peine 3 mois après la livraison que les mesures RF, dites mesures Bead-pull, ont permis de valider la cavité RFQ et démontrer que son accord RF grâce aux pistons est optimal. La méthode de mesure RF utilisée est la méthode de perturbation électromagnétique : mesure champ électrique et magnétique en réponse de la perturbation apportée par un élément géométrique (bille qui se déplace le long du RFQ). Les 60 pistons équitablement répartis sur toute la longueur du RFQ peuvent s’enfoncer plus ou moins dans la cavité. Par rapport à l’enfoncement initial d’un piston réglable, dit tangent (ou « flush ») à la paroi de la cavité, la course de 60mm est répartie selon un enfoncement de 25mm ou un retrait de 35mm. En moyenne, chaque piston a été enfoncé d’environ 5mm, les dernières itérations se faisant par des déplacements de quelques centièmes. Une faible utilisation de la plage de réglage des pistons signifie que l’assemblage des sections unitaires puis des 5 sections entre elles est très correct.
Une cavité RFQ est qualifiée par différents facteurs qualité ( Q, S et T). Ces facteurs peuvent être mesurés et comparés aux valeurs théoriques afin de valider la cavité RFQ.
La dernière opération de montage fut la mise en place de tout le système de pompage du RFQ par l’équipe ESS qui a été validé par un test de fuite global opéré par les équipes ESS, en présence de l’équipe Irfu.
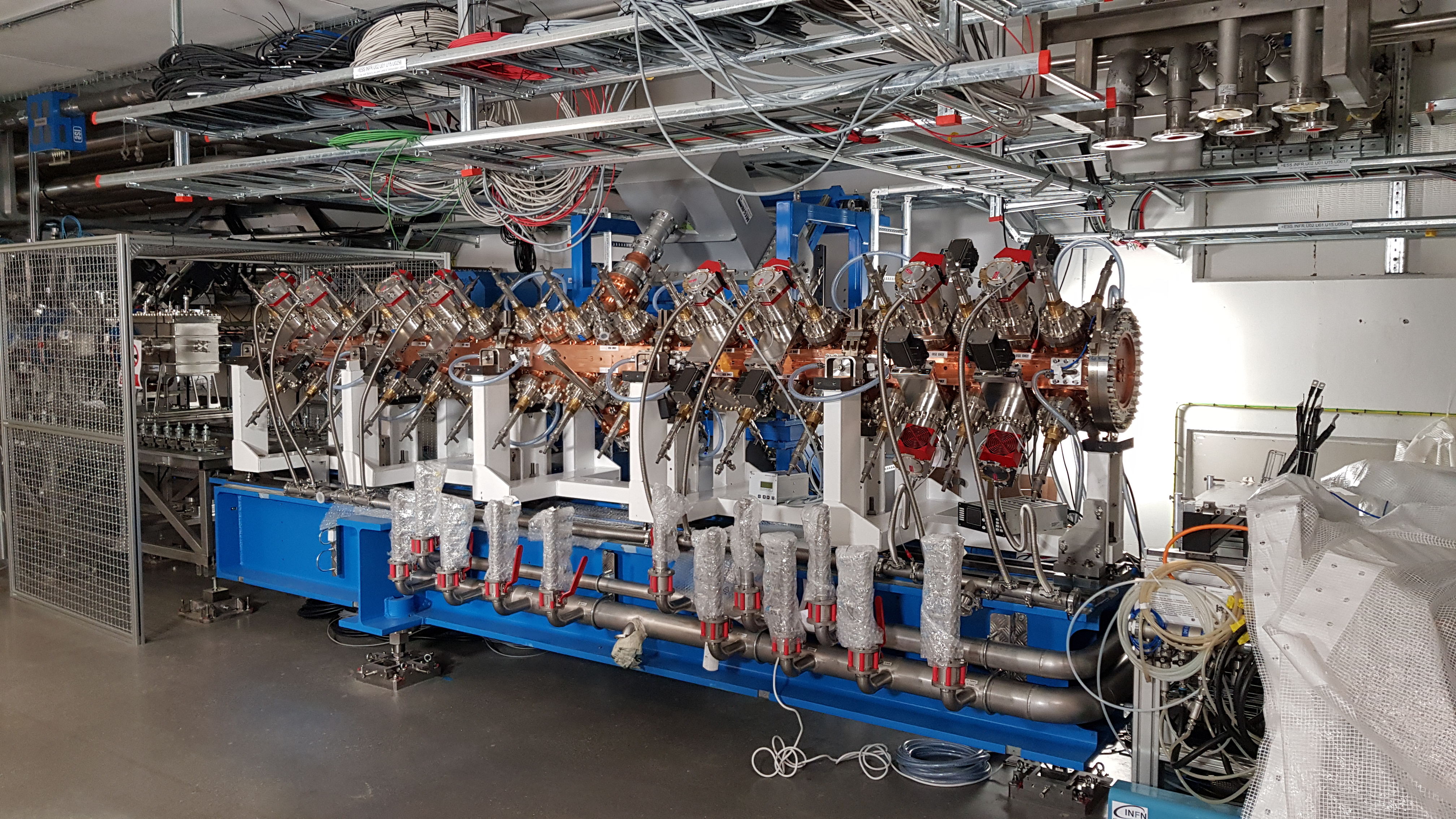
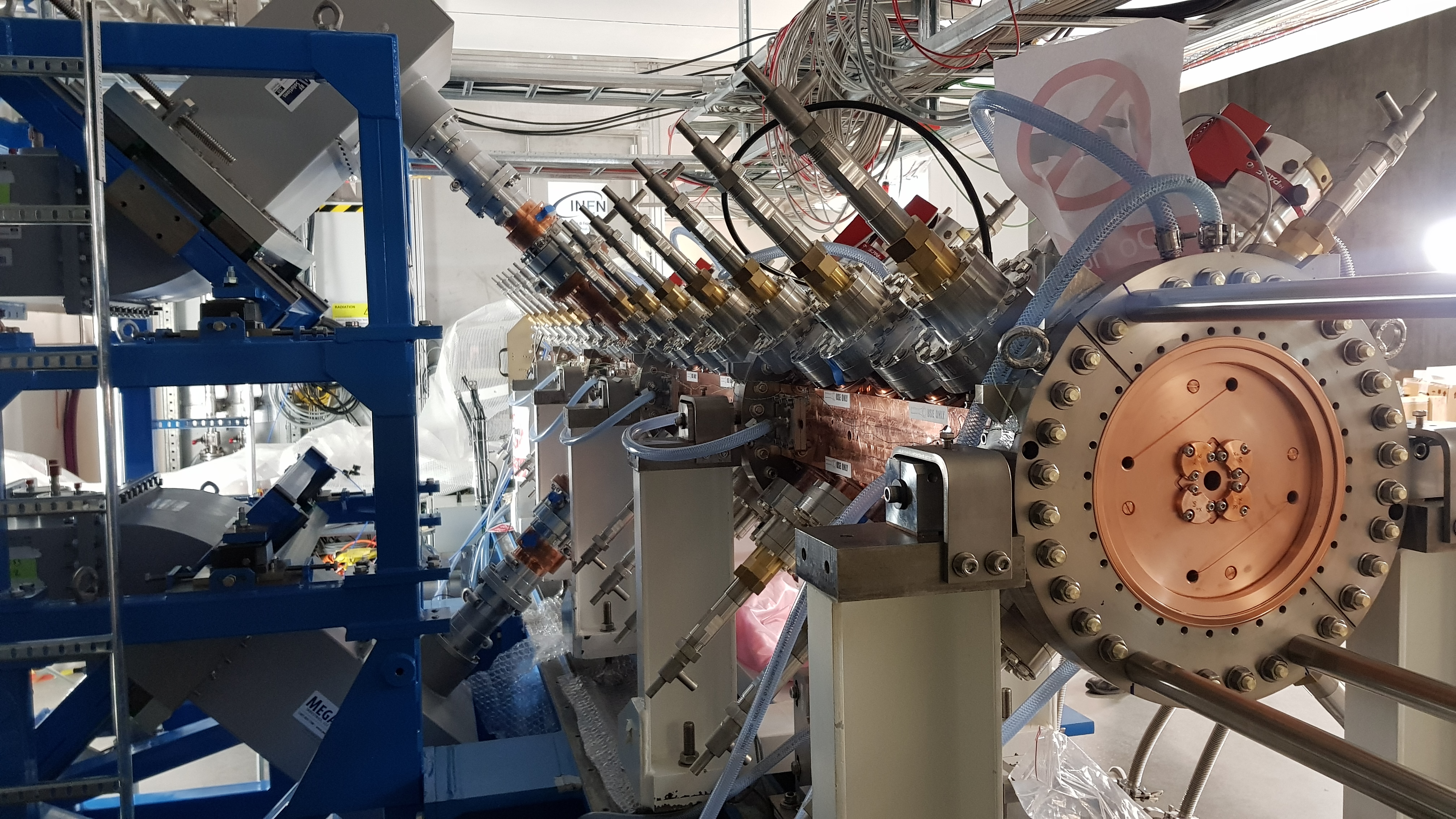
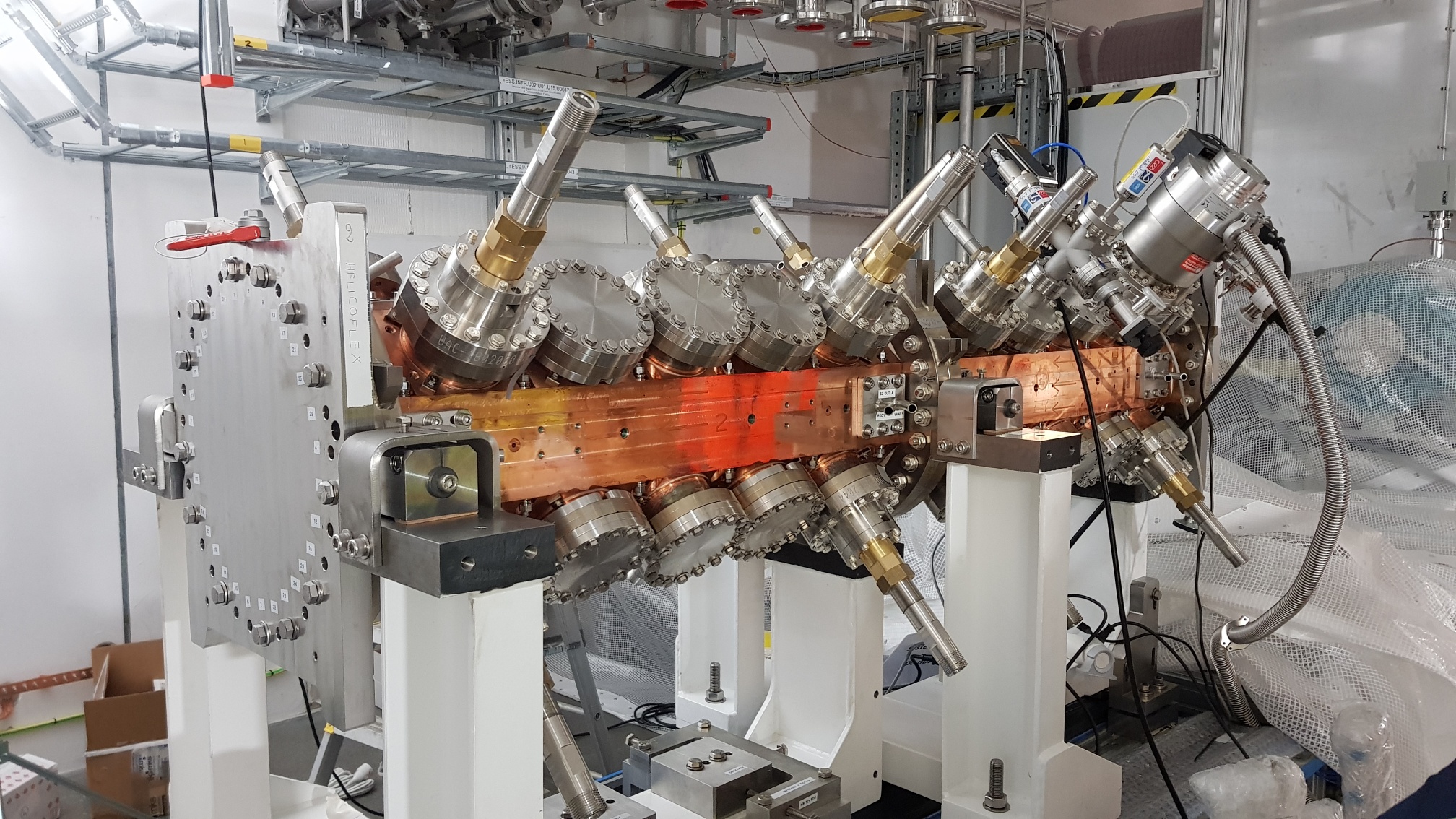
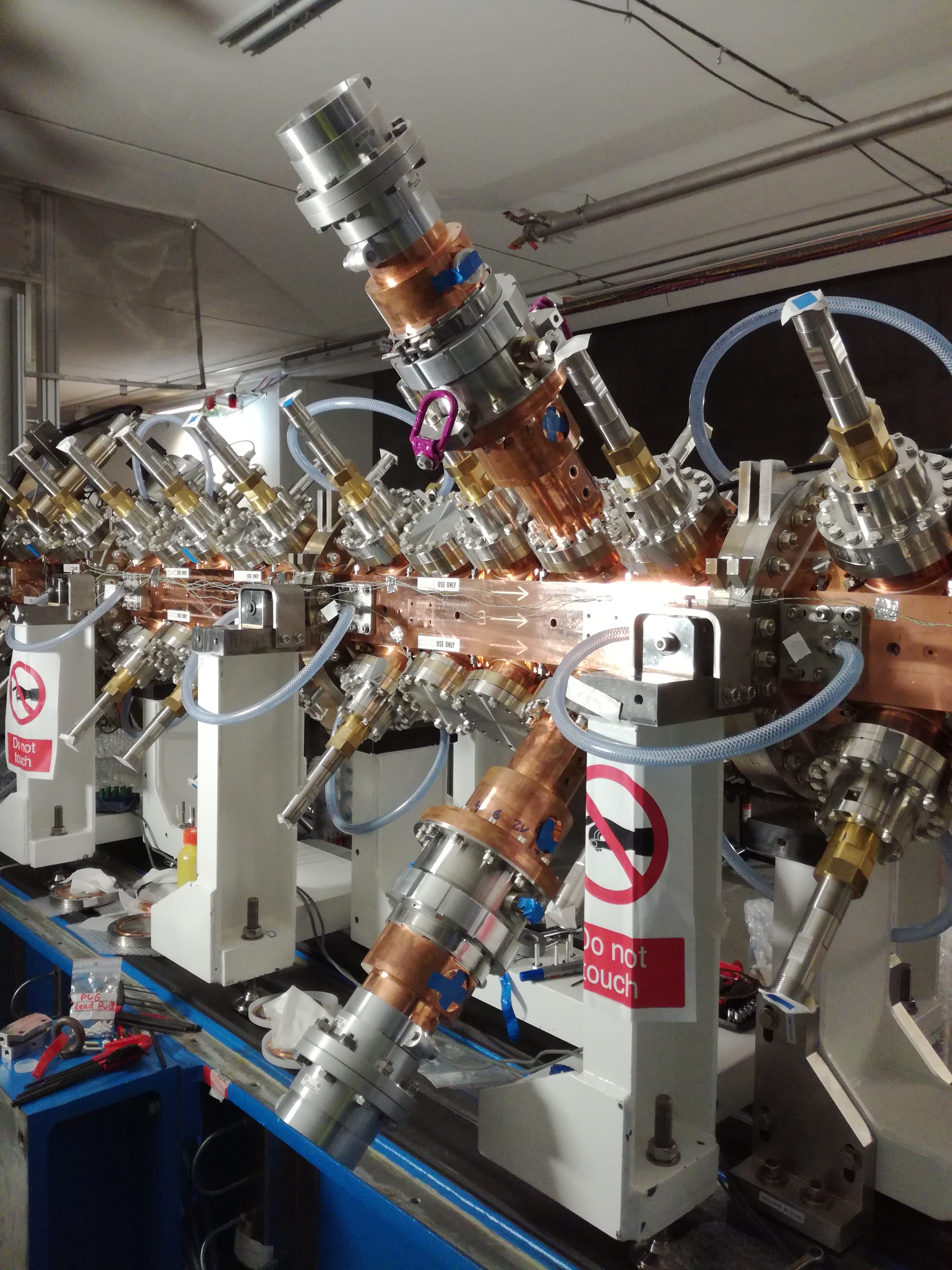
RFQ assemblé et réglé dans le tunnel
La réception de cette phase mécanique a donc été effectuée le 4 décembre 2019 avec une dernière caractérisation RF de la cavité ainsi qu’un test de fuite final qui garantit sa qualité accélératrice et son étanchéité au vide donc sa fonctionnalité pour le projet ESS. Ce réglage RF du RFQ a bien évidemment été réalisé à faible puissance. La réception finale de la partie chaude de l’accélérateur du projet ESS et donc du RFQ fourni par l’Irfu, en puissance nominale, sera réalisée au printemps 2020.
Pour résumé, l’assemblage du RFQ ESS c’est :
• 28 jours de montage en 6 campagnes
• 11 participants de l’Irfu à l’assemblage et aux tests (RF, vide, mécanique)
• 128 jours de travail au total.
Mais aussi :
Contact: B. POTTIN et l’équipe Irfu - RFQ ESS
• Physique et technologie des accélérateurs › Modules accélérateurs résistifs et supraconducteurs
• Le Département d'Ingénierie des Systèmes (DIS) • Le Département des accélérateurs, de cryogénie et de magnétisme (DACM)
