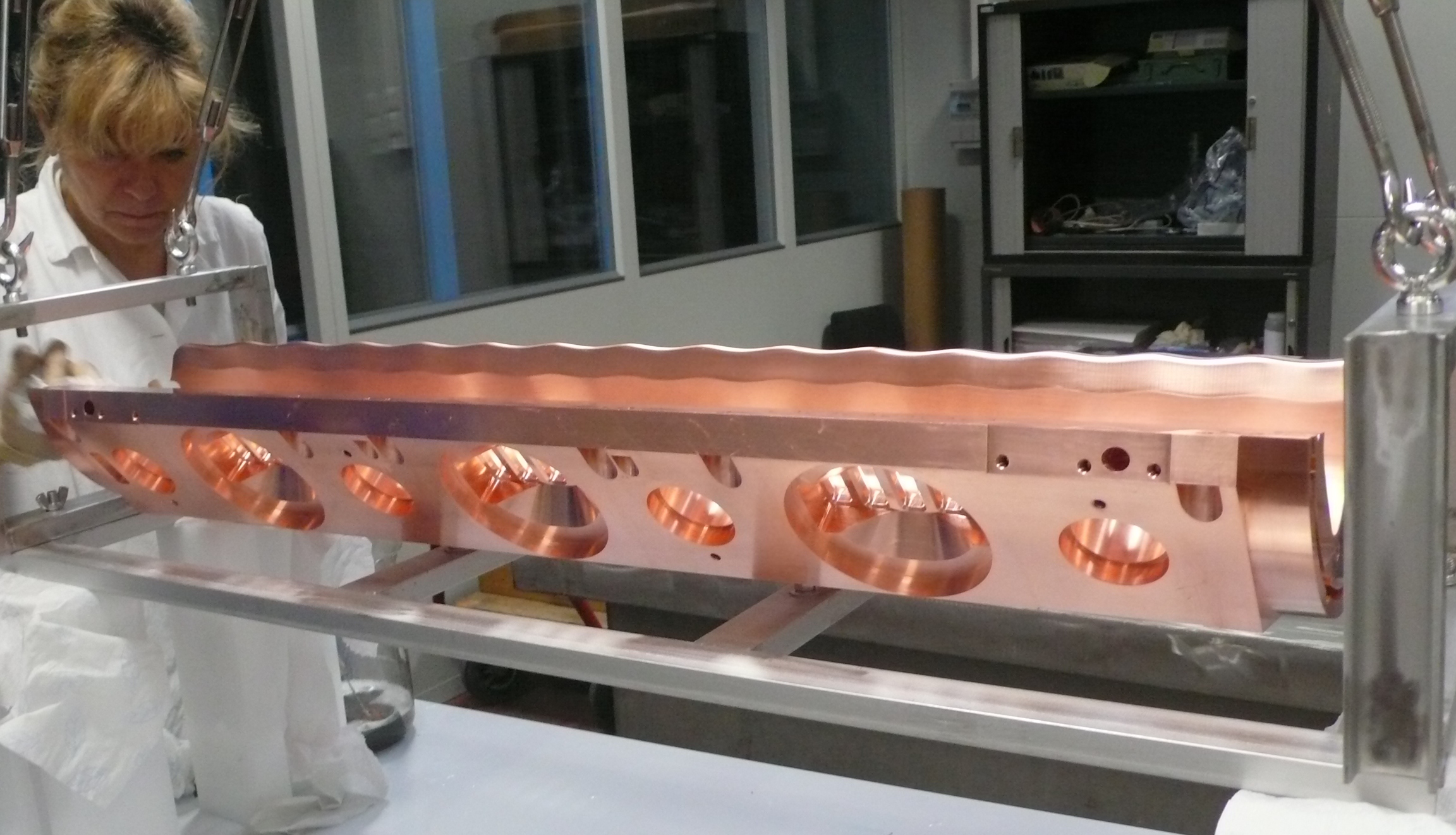
View of a major pole of section 6 during pre-brazing cleaning at the CEA.
A high-intensity proton accelerator is a source of secondary beams - containing neutrons, muons, neutrinos, radioactive nuclei – that open up new fields of study and applications, in both fundamental and applied research. The proton injector built for these new-generation accelerators will be used to obtain design and experimental benchmarks for the particularly critical choices to be made for the low-energy line. The IPHI high-intensity proton injector, which is being built in collaboration with the CNRS National Institute of Nuclear Physics and Particle Physics (IN2P3) and CERN, meets these objectives.
The IPHI is a proton injector that accelerates a continuous 100-mA beam at energies up to 3 MeV. It consists of a proton source (SILHI), and its low-energy beam transport line (95 keV), a radiofrequency quadrupole (RFQ) accelerating cavity, with an energy range up to 3 MeV, and a diagnostics line designed to measure all the main characteristics of the beam leaving the RFQ.
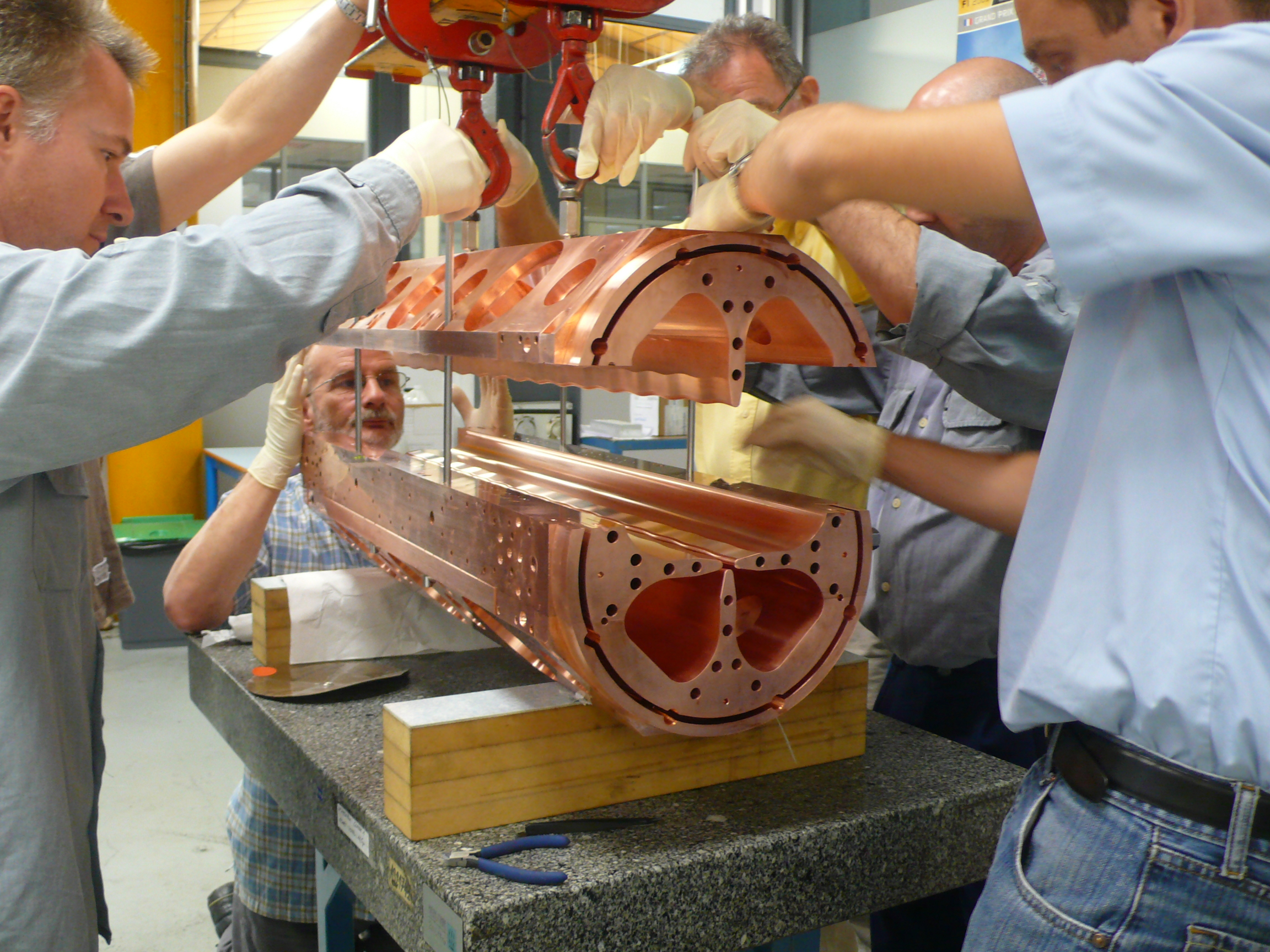
Assembling section 6 at Mécachrome before brazing.
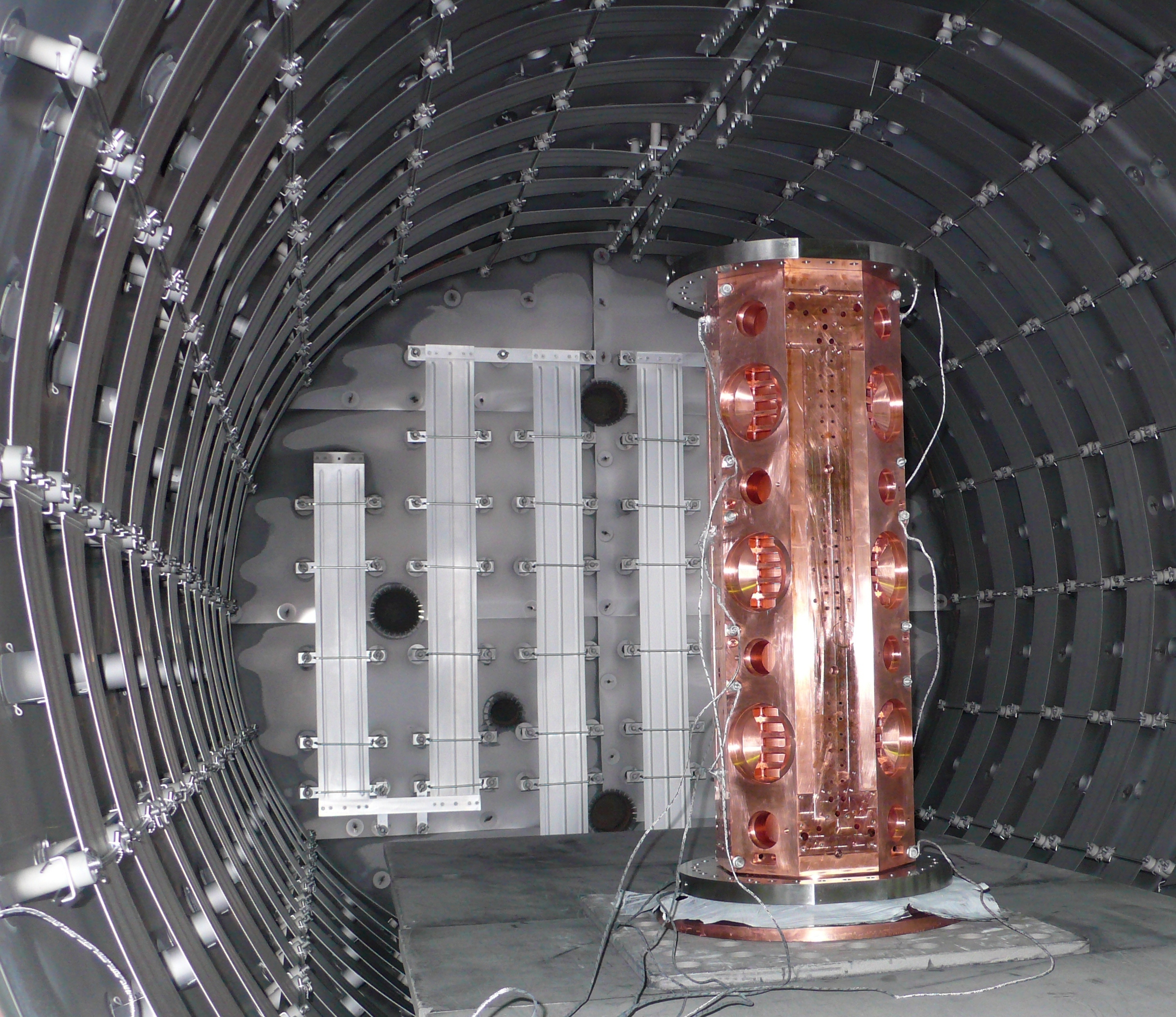
View of section 6 in the brazing furnace at Bodycote.
SILHI ion source
The SILHI high-intensity, light-ion source has been used to produce H+ proton and D+ deuterium beams since 1997. It is used as a test bench for demonstrating the production of a 100 mA proton beam at 95 keV over a prolonged period. During these operating periods, the beam is used to test new non-interceptive diagnostics (residual gas ionization profile monitor) for intense beams. It is also used as a test bench for measuring secondary radiation produced by deuteron beams.
Building the RFQ accelerating cavity
The RFQ accelerating cavity is the key component of this accelerator. This resonant cavity (or cavity resonator) is excited by a radiofrequency wave (352 MHz) to perform three simultaneous functions: divide the beam into bunches, accelerate it, and focus it to reduce loss to a minimum. The downside to this exceptional performance is that the cavity involves complex technology and is very hard to make.
The cavity is composed of six one-meter sections. Each section is made separately according to a four-pole design. Its longitudinally modulated profile must be precision-machined to within 20 µm. Cooling channels are drilled along the length of the section and must be positioned to the nearest 200 µm. Radiofrequency measurements are performed on the assembled section to check precision. The selected material is ultra-pure, oxygen-free copper, hot forged in three dimensions, then stabilized by a thermal cycling process. After the roughing phase (to within 1 mm), each pole is put through another thermal cycle in a vacuum at 600°C. The purpose of this is to relieve the mechanical stress induced by the milling tool. At the end of the finish-machining stage, the four poles are assembled by initial brazing at 800°C in a vacuum furnace. Then all the other parts required for operation, such as flanges, and nozzles for pumps and tuning pistons, are brazed on.
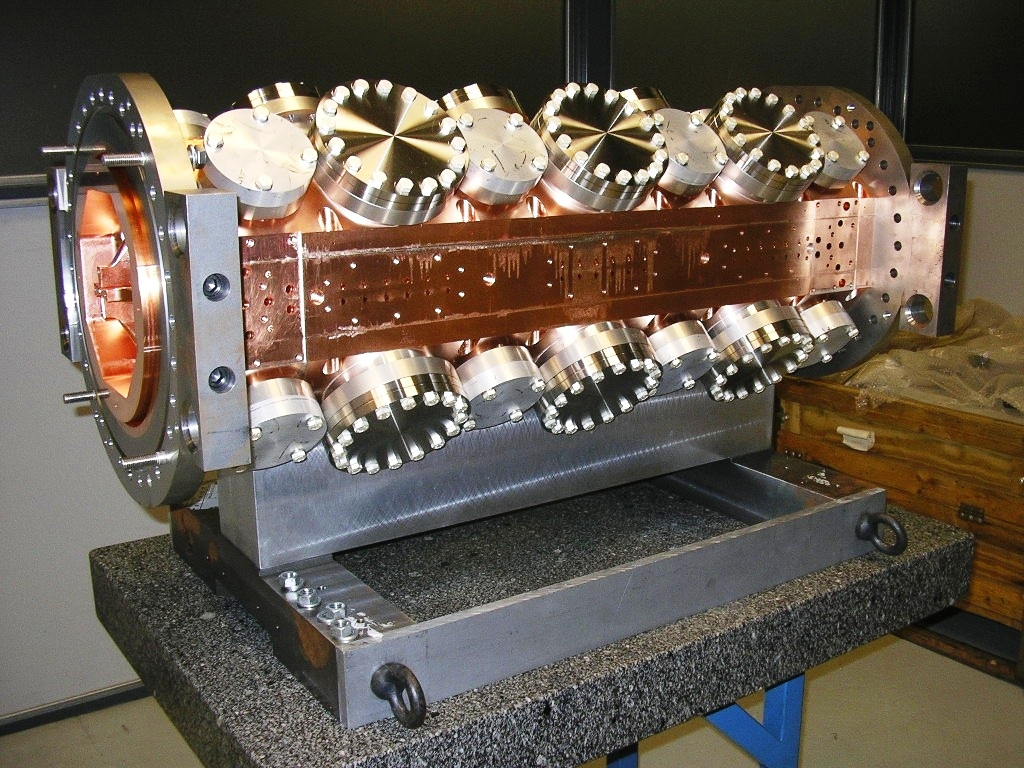
View of section 3 at the end of the manufacturing process (machined, copper poles, flanges and nozzles brazed).

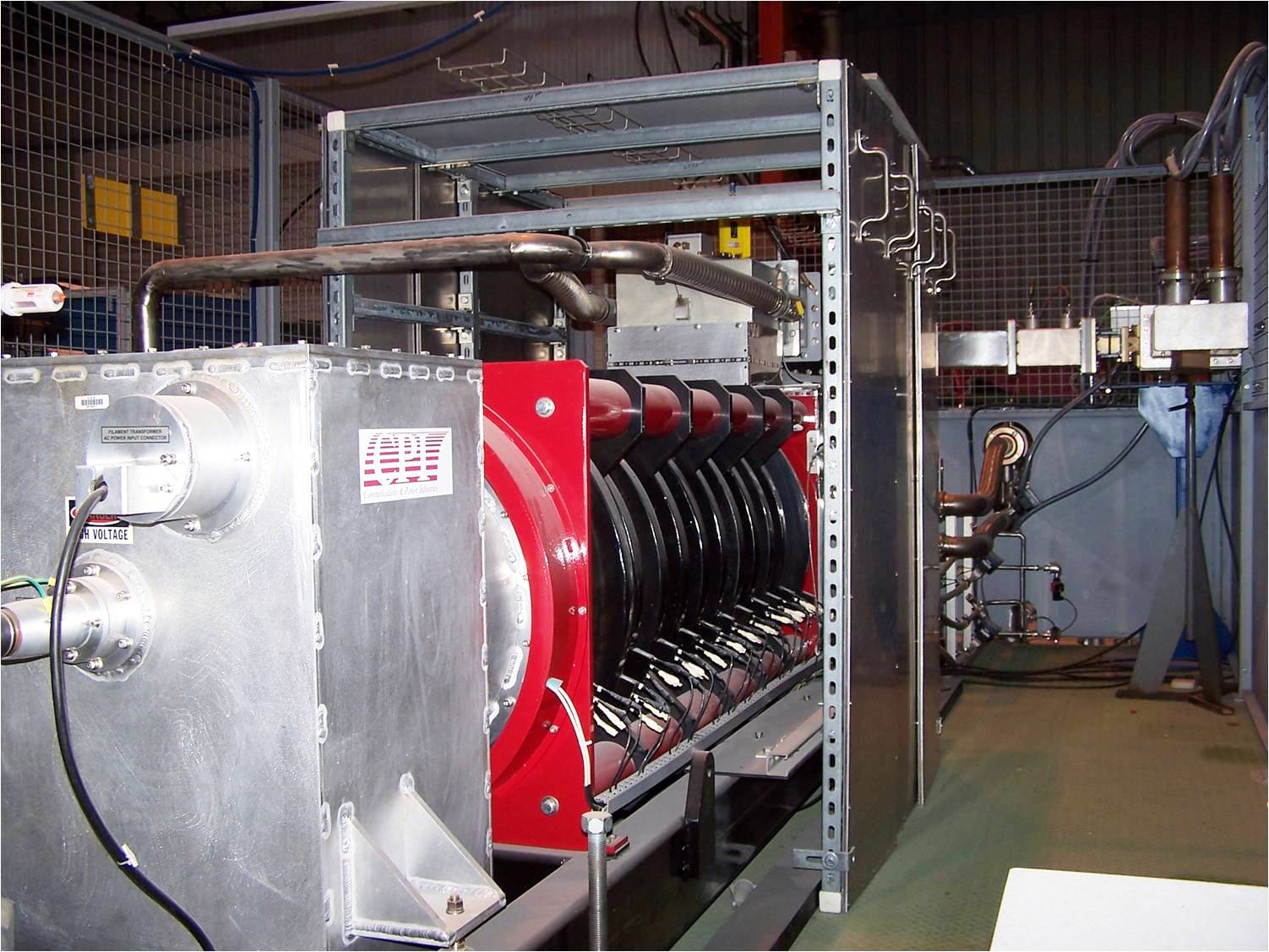
Klystrons and waveguide system to power the IPHI's RFQ cavity. In the blue frame on the left: 1.3 MW, CW salt-water load. Bottom, from left to right: circulator with its 300 kW CW coaxial load, waveguide, klystron K2.
Series production of these sections began in 2004. Mécachrome handled the machining work, while the CERN brazing shop was initially put in charge of assembly operations. Sections 2 and 3 presented defects: a vacuum leak in section 2 and the poles were shifted during brazing work on section 3, calling for corrective action. At the end of the collaboration agreement with CERN, the IPHI team decided to work with Bodycote on brazing. This new technological approach resulted in a partnership with two companies, according to the following work breakdown: Mécachrome is in charge of machining, Bodycote is responsible for brazing, following cleaning by the CNRS IPHI team, while the mechanical definition is subject to agreement by all the partners. Under the new arrangements, the vertical brazing process was successfully used to braze section 6 and repair section 2. By the summer 2010, the CEA will have three completed sections at its disposal, with the next three being scheduled for completion at the end of the year.
Radiofrequency power supply
The two Thales Th2089 klystrons (K1 and K2), recovered from CERN's old LEP accelerator, have been reconditioned for radiofrequency (RF) power. K1, which has a 1.1 MW power rating, was successfully tested in pulsed mode up to 900 kW peak power (300 ms, 1 Hz), with the circulator output connected to a short-circuit, then up to 800 kW in continuous-wave or CW mode, with the circulator output connected to a load. K2 was tested up to 1 MW in pulsed mode but unfortunately a crack in the collector made it unusable. CERN is to provide another klystron, on loan, but this is limited to 1.1 MW, instead of the 1.3 MW available from the previous K2 klystron. As a result, the waveguide system will have to be modified to supply the RFQ cavity through four RF inputs, instead of the three initially planned.
CPI 704 MHz klystron, 1 MW peak, 100 kW average power. In background on right: circulator and its water-cooled load.

80 kW CW amplifier operating at 704 MHz. From left to right: circulator, waveguide, IOT installed in its cavity.
Installation at the Saclay site
Work on installing the IPHI in the halls formerly housing the Saturne accelerator at the Saclay site began in 2003, with the assembly of the proton source and biological shields. Testing on the cooling system and RF power sources (klystrons from CERN) began in early 2008. The safety infrastructures (access ports and radiation detection) are operational. The diagnostics line used to characterize the beam has been assembled and placed under vacuum. All instrumentation and control points have been validated. The injector will be started up in 2011.
• Accelerator physics and technology › High-Intensity sources and injectors
• Accelerators, Cryogenics and Magnetism Division (DACM)
• LEDA
![]() PHoCEA DSM 2024 - Tous droits réservés - Mentions légales - Ce site utilise Twitter Bootstrap
PHoCEA DSM 2024 - Tous droits réservés - Mentions légales - Ce site utilise Twitter Bootstrap
Dernière mise à jour : Jan 11th, 2024

