
Dans le cadre de la contribution exceptionnelle de la France à la construction du Large hadron collider (LHC), le SACM s’est vu confier la conception des masses froides des quadripôles principaux de la machine. Les principales difficultés technologiques sont dues à la nécessité d’une grande précision mécanique pour assurer l’homogénéité de champ de 10-4 sur les trois mètres de l’aimant, à d’importantes forces électromagnétiques d’éclatement de 4 fois 110 tonnes par mètre d’aimant. En outre, la conception doit être adaptée à la production industrielle de 400 unités. Après avoir transféré son savoir-faire à l’industrie, le SACM a assuré le suivi de la fabrication des aimants de série confiée à l’industriel allemand Accel, qui a livré au Cern la dernière masse froide à l’automne 2006.
Une masse froide est une enceinte à hélium contenant trois aimants à double ouverture, un aimant quadripolaire principal et deux aimants correcteurs. L’aimant quadripolaire principal comporte deux ouvertures dans lesquels circulent les particules de chaque faisceau.
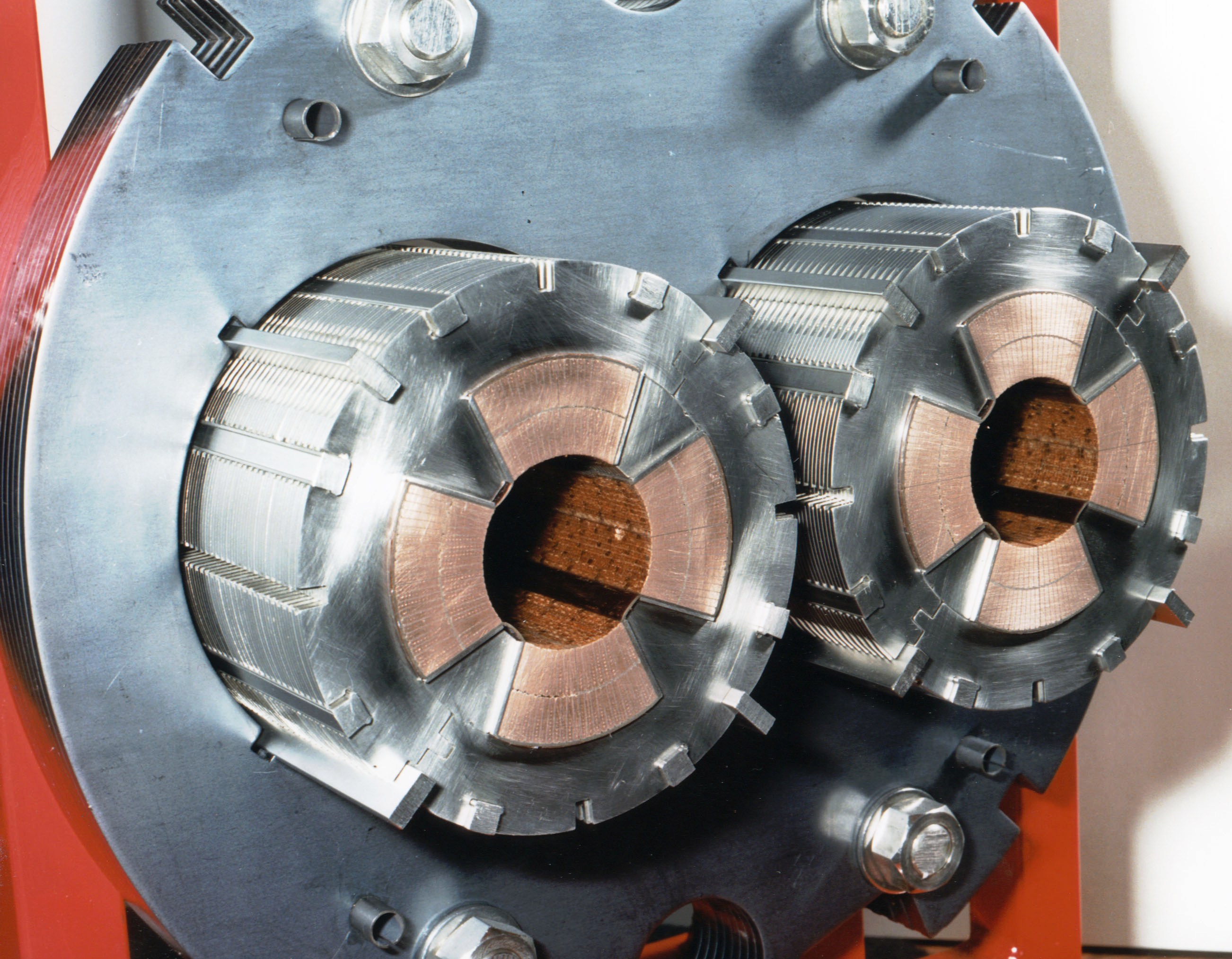
Pour chacune de ces ouvertures quatre bobinages supraconducteurs sont frettées dans un ensemble commun de colliers en inox qui les rendent solidaires. L’essentiel des performances de l’aimant dépend du soin appliqué lors du bobinage du câble supraconducteur et du frettage des bobines. Bien que ces bobines mesurent 3 m de long pour un rayon moyen de 4 cm, l’ordre de grandeur pour juger de leur qualité est la vingtaine de microns. Cette dimension garantit la qualité de leur champ magnétique qui servira à focaliser le faisceau de particules ainsi que leur stabilité mécanique.
Les quadripôles présentent une configuration à double ouverture réunie dans une même structure magnétique et cryogénique. Les principales caractéristiques d’un aimant sont une longueur de 3,2 m, une ouverture de 56 mm et un gradient de champ de 223 T/m.

Stockage des aimants quadripolaires avant leur assemblage dans les masses froides (photo Accel).
Suivi de la réalisation industrielle
La phase de suivi de fabrication a été assurée par un technicien du SACM présent chez Accel une semaine sur deux et deux ingénieurs. L’organisation de l’équipe a permis d’assurer une présence sans interruption afin de pouvoir réagir très rapidement aux demandes de l’industriel. Le rythme était en effet de 4 masses froides par semaine en phase nominale de production. Toute interruption avait donc d’importantes répercussions financières. Les masses froides ont été contrôlées chez l’industriel aux principales étapes de la fabrication : durant et après le bobinage et lors du frettage. La finesse des mesures magnétiques à chaud en a fait un instrument privilégié de détection de défaut. Le banc installé chez l’industriel a montré son efficacité à mi-production en détectant que la perméabilité de l’acier austénitique des colliers de frettage était de 10 % supérieure à la valeur nominale. Les effets parasites ont pu être annulés en choisissant astucieusement la position des aimants concernés dans la machine, ce qui a limité le retard et a permis d’utiliser la majeure partie de ces colliers, le temps que le fournisseur de l’acier revienne à la qualité nominale.
Originalité du système de qualité mis en place
L’outil principal du suivi de fabrication que nous avons utilisé est le système de gestion des non-conformités. Ses objectifs sont de pouvoir réagir rapidement si un défaut est détecté à chaque étape de fabrication jusqu’aux tests d’acceptation à froid au Cern et de disposer de l’historique des masses froides durant les vingt années d’exploitation du LHC.
Le délai de trois mois entre la fabrication et le test d’un aimant correspondait à la production d’une quarantaine de masses froides. Toute déviation devait être connue et analysée pour prendre des mesures correctives adaptées le plus tôt possible. Pour réduire les incertitudes, un aimant quadripolaire principal sur dix a été testé seul. Cette procédure a permis de vérifier dès juillet 2002 que le transfert industriel s‘était correctement effectué. Sur les 400 masses froides, seul un aimant a été refusé.

Descente de la première masse froide dans le tunnel du LHC le 19 avril 2005.

100e masse froide de série.
Retour d’expérience de la collaboration
En décembre 2004, la 100e masse froide de série était célébrée. En novembre 2006, 6 ans après la signature du contrat avec Accel, la production était terminée. Ceci concluait les 10 années de l’accord de collaboration entre le Cern et le CEA. Cet accord formalisait en fait une collaboration de 17 ans entamée à la fin des années 80, reposant sur le savoir faire du CEA éprouvé lors de la fabrication des quadripôles de la machine Hera. Deux prototypes avaient ainsi déjà été conçus, fabriqués par le SACM puis testés en 1994 au Cern.
L’étroite collaboration entre le SACM et le Cern a été le moteur de la réussite de ce projet. Les deux laboratoires ont combiné leurs expertises dans un esprit de confiance mutuelle et en respectant des procédures de contrôle de la qualité bien élaborées.
• Physique et technologie des aimants supraconducteurs
• Le Département des accélérateurs, de cryogénie et de magnétisme (DACM)
