
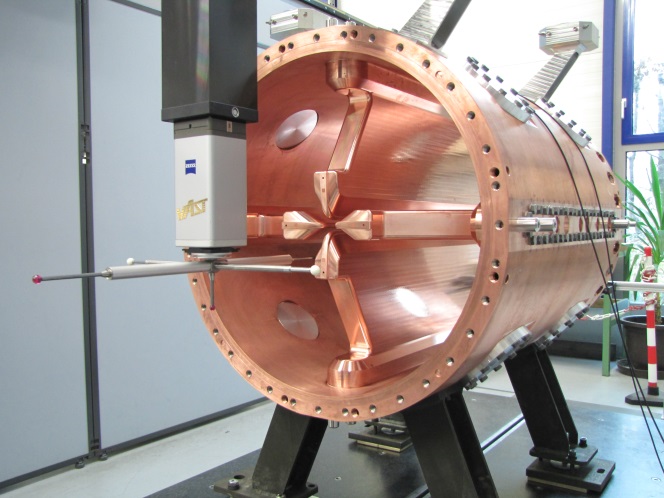
Figure 1 : chaque tronçon est mesuré sur une machine de contrôle tridimensionnel avec une précision de 2 à 5 microns.
La procédure et les outillages d’assemblage des tronçons de la cavité RFQ du projet Spiral2 ont été validés à Saclay. Les deux tronçons ont été assemblés avec succès, permettant ainsi de valider l’obtention de la précision drastique requise pour les aligner ainsi que le niveau d’étanchéité necessaire pour y faire régner l’ultra vide. Les tronçons ont été démontés et sont prêts à être expédiés au GANIL où le montage final va débuter le 8 septembre.
Rôle d’une cavité accélératrice RFQ
L’Irfu a en charge les études, la réalisation, le montage et la mise en service au GANIL de la cavité accélératrice RFQ (Radio Frequency Quadrupole) de Spiral2. Cette cavité en cuivre pur est placée à la sortie des lignes « basse énergie » qui conduisent les faisceaux continus issus des sources de particules jusqu’à elle (voir aussi L'injecteur de SPIRAL2 prêt à déménager au Ganil, juillet 2012). Son rôle est de regrouper les particules en paquets (88 millions de paquets par seconde), tout en commençant à les accélérer jusqu’à 3 MeV (et pour une intensité allant jusqu’à 5 mA), afin de pouvoir ensuite les injecter dans l’accélérateur linéaire supraconducteur.
La cavité RFQ est composée de cinq tronçons de cuivre de 1 m de longueur, et pesant 1,6 tonnes chacun. La puissance RF installée nécessaire à son fonctionnement est de 240 kW en continu. La thermalisation de la cavité est assurée par une circulation complexe d’eau à température régulée.
Défi mécanique de l’assemblage
Les principales difficultés de réalisation de cette cavité sont liées aux tolérances mécaniques extrêmement sévères. Chaque tronçon est composé d’un tube de cuivre de 780 mm de diamètre, dans lequel quatre pôles de cuivre sont placés avec une précision de l’ordre de 50 microns. Une fois assemblé, chaque tronçon est mesuré sur une machine de contrôle tridimensionnel (figure 1)) avec une précision de 2 à 5 microns. Des pièces intermédiaires (éclisses) sont alors usinées en prenant en compte les imperfections mesurées, pour positionner au mieux chaque tronçon par rapport au précédent, avec une précision de l’ordre de vingt microns. En outre, la cavité devant fonctionner sous ultra-vide et dans un environnement radiatif, des joints métal de type Hélicoflex DELTA® assurent l’étanchéité entre chaque pièce de l’assemblage.
Du 5 mai au 20 mai 2014, la répétition générale de l’assemblage de deux tronçons a eu lieu dans les locaux de l’Irfu/SACM, au Synergium du CEA/Saclay. Les deux tronçons T4 et T5 ont été assemblés avec succès, permettant ainsi de valider :
- La préparation des surfaces des tubes et l’obtention du niveau d’étanchéité requis (10-9 mbar.l/s) par la mise en place entre les deux tronçons du grand joint Hélicoflex® de diamètre 700 mm (visible sur la figure 3 à droite ) :
-
l’utilisation de l’outillage d’assemblage (en jaune sur la figure 3 gauche) et la procédure associée, qui permettent d’atteindre la précision de positionnement requise.
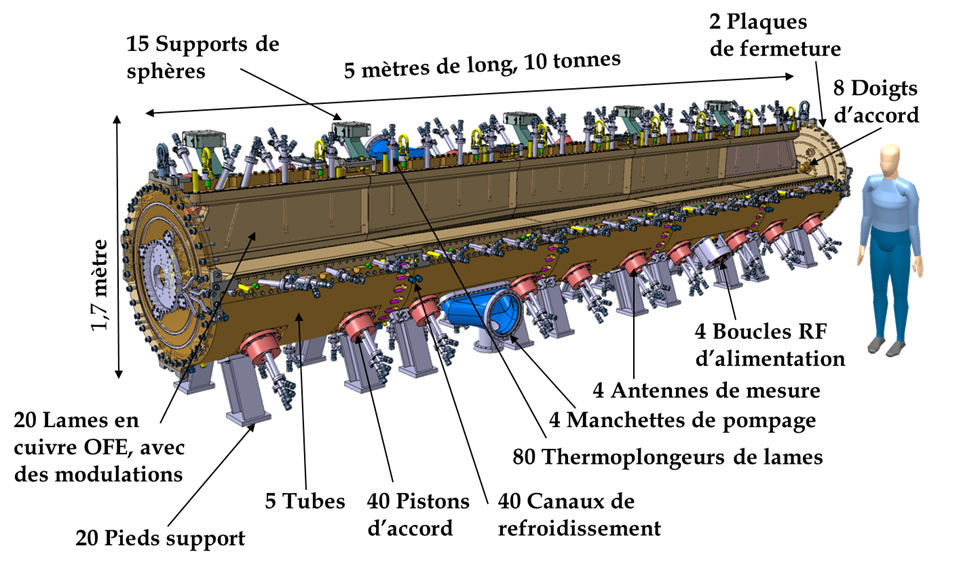
Figure 2 : schéma donnant les principales caractéristiques mécaniques du RFQ.

Figure 3
Les deux tronçons T4 et T5 ont maintenant été démontés et sont prêts à être expédiés au GANIL où le montage final va débuter le 8 septembre. Une fois les cinq tronçons assemblés, viendra l’étape du réglage RF de la cavité qui se fait en ajustant la longueur de huit doigts d’accord et de quarante pistons en cuivre, suivi par le conditionnement RF à l’aide des quatre amplificateurs de puissance pilotés par l’électronique de contrôle (LLRF) développée à l’Irfu.
Contacts : Philippe GALDEMARD (Irfu/SIS) et Olivier PIQUET (Irfu/SACM)
• Le Département d'Ingénierie des Systèmes (DIS) • Le Département des accélérateurs, de cryogénie et de magnétisme (DACM)
• Spiral2
