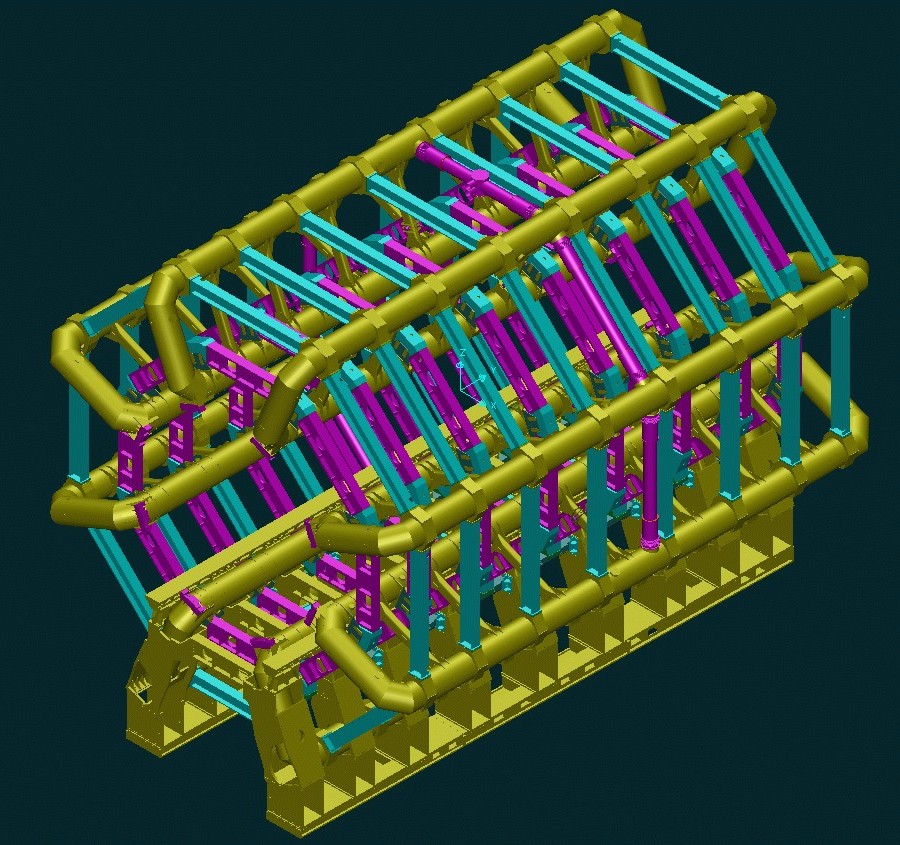
Vue générale du toroïde central : diamètre intérieur = 9,4 m ; diamètre extérieur = 20,1 m ; longueur = 25,3 m ; énergie stockée = 1080 MJ. En jaune : les huit bobines supraconductrices dans leurs cryostats (8 x 87 tonnes). En fushia et turquoise : la structure mécanique chaude reliant les bobines entre elles.
Le système magnétique du détecteur Atlas pour le LHC comprend un aimant toroïdal central, constitué de huit bobines supraconductrices, deux aimants toroïdaux d’extrémité de fermeture du champ et un solénoïde central. Le Dapnia est responsable de la conception et du suivi industriel du toroïde central dans le cadre d’un accord de collaboration avec le Cern depuis 1996. Après la réalisation et le test en 2001 d’une bobine prototype, les bobines définitives de l’aimant toroïdal ont été réalisées au Cern à partir de composants fournis par de nombreux industriels européens. De 2000 à 2003, le Dapnia a assuré le suivi industriel de la fabrication de la plupart des composants et le suivi technique de leur assemblage au Cern.
Avant de construire le détecteur Atlas, un prototype de longueur 1/3 d’une des huit bobines, la bobine B0, a été réalisé en 1999 en utilisant au maximum les composants et les modes d’assemblage prévus pour les bobines définitives. Cette « petite » bobine de la taille d’un autobus londonien a validé les choix technologiques envisagés pour la construction du détecteur final dans les domaines mécaniques, thermiques et électriques.
Nous avons refroidi deux fois cette bobine au Cern courant de l’année 2001 afin d’en tirer le maximum d’information. Il faut rappeler que lors du refroidissement de 20 °C à - 269 °C la bobine se contracte de plus de 3 cm alors que l’enceinte externe ne bouge pratiquement pas. Pour simuler les forces d’attraction entre les bobines du toroïde lorsqu’elles sont parcourues par le courant nominal de 20,5 kA, nous avons placé B0 le long d’un bloc de fer qui agit comme un miroir magnétique en produisant une force d’environ 500 tonnes.
Le courant dans la bobine a été monté à la limite de l’alimentation électrique, soit 24 kA, c’est-à-dire 17 % au-dessus du courant nominal. Nous avons beaucoup appris sur la stabilité de l’aimant : les vitesses de propagation d’une zone résistive, l’énergie critique pour la créer.
Les problèmes rencontrés lors de ces essais nous ont conduits à modifier la conception – par exemple celle de la sortie des conducteurs - pour les bobines définitives. Enfin, nous avons validé le procédé de refroidissement et les procédures de défauts : panne du réseau électrique, changement de distribution de l’hélium …

Test de la bobine prototype B0 : accroissement de la température dû à une décharge rapide à partir de 19 kA.

Le conducteur (12 mm x 57 mm) est constitué d’un câble supraconducteur co-extrudé dans une matrice d’aluminium de haute pureté. Son courant nominal est de 20,5 kA et le champ maximal sur le conducteur de 3,9 T. Les brins composant le câble sont constitués de filaments en NbTi de 50 µm de diamètre noyés dans une matrice de cuivre
Le toroïde central utilise 32 longueurs unitaires de conducteur de 1730 m. Un accent particulier a été mis sur les contrôles en ligne chez l’industriel lors de l’extrusion de la matrice en aluminium qui entoure le câble supraconducteur. La taille et le profil du conducteur ont été mesurés tous les 30 cm au moyen de deux paires de micromètres lasers. La détection de décohésions locales à l’interface du câble et de l’aluminium, dues à la présence de grandes quantités d’oxyde de cuivre, a été mesurée par le biais d’un phased array system (PAS) composé de deux sondes ultrasoniques.
Le bobinage et l’imprégnation des huit bobines ont été faits chez Ansaldo (Gênes, Italie). Afin de garder un compactage suffisant du bobinage, une tension de 3000 N est appliquée sur le conducteur entouré de son isolation durant toute l’opération de bobinage, arrêts et démarrages compris. A cause de ses grandes dimensions, il n’est pas possible de mettre le bobinage dans un autoclave pour l’imprégnation finale ; aussi le concept d’une chambre expansible a été développé, faite de panneaux de tôles d’aluminium de 2,5 mm d’épaisseur soudés autour du bobinage. Une attention spéciale a été portée sur la soudure pour minimiser le taux de fuite qui, basé sur l’expérience du prototype B0, doit être inférieure à 10 2 mbar.L/s. Après un dégazage, la procédure d’imprégnation commence avec l’injection de la résine époxyde. La température nécessaire pour l’imprégnation est obtenue par le chauffage de la bobine en y faisant circuler un courant continu de 500 A.
Pour l’intégration des masses froides, une technique d’assemblage a été développée afin de prendre en compte les importantes forces magnétiques appliquées sur le conducteur. Chaque bobinage est inséré dans une boîte à bobine, support mécanique du bobinage, et précontraint à l’aide de baudruches travaillant comme des cales expansibles. Ces baudruches sont tout d’abord remplies de billes de verre et d’argon gazeux, puis le gaz résiduel est évacué et remplacé par de la résine époxyde, de faible viscosité et de longue durée de vie, injectée à 2 bars. La polymérisation de la résine s’effectue en montant la température de la bobine jusqu’à 70 °C au moyen d’un courant dans le conducteur, puis en augmentant la pression dans les baudruches jusqu’à 125 bars. Un palier final à 125 °C est maintenu pendant trente heures pour compléter la polymérisation. La dernière des huit masses froides a été assemblée au Cern en octobre 2003.
L’enceinte à vide d’une bobine est un tube de 1,1 m de diamètre en forme d’hippodrome de 25 m de long. Elle est constituée de plaques de 10 mm d’épaisseur en acier inoxydable roulées et soudées. Les tolérances dimensionnelles sont inférieures à 5 mm sur toute la longueur, ce qui représente un défi technique pour ce type de fabrication. Fin 2003, sept enceintes à vide ont été livrées au Cern et la huitième le sera en 2004.
La masse froide est supportée à l’intérieur de l’enceinte à vide par 8 biellettes et 32 butées. Les biellettes, réalisées dans un alliage de titane extra low interstitial, supportent les forces magnétiques en traction et autorise, en flexion, le déplacement de 45 mm de la masse froide dû au refroidissement. Après l’usinage final, les biellettes sont testées à 4,2 K jusqu’à la charge d’épreuve de 250 t. Les butées sont fabriquées à partir de deux tubes en matériau composite (fibre de verre et résine époxy). Un des tubes (virole chaude) relie l’enceinte à vide à l’écran thermique à 80 K, l’autre (virole froide) relie l’écran à la masse froide à 4,5 K. Pour autoriser le déplacement de la masse froide, une sphère recouverte d’une projection de téflon est placée entre les deux viroles ; sa géométrie a été optimisée pour réduire les concentrations de contrainte et les éventuelles dégradations du revêtement.
Trois zones de travail sont utilisées durant l’intégration d’une masse froide dans son cryostat. Les opérations démarrent avec le collage des lignes de refroidissement composées de deux circuits redondants. Les biellettes et les butées cryogéniques sont installées à cette étape. Les capteurs de température, de tension et de contrainte sont alors mis en place, suivis des écrans thermiques et de la superisolation. Après cette opération, la masse froide est insérée dans l’enceinte à vide qui est alors fermée et soudée. Des contrôles géométriques précis sont faits tout au long des opérations d’intégration pour préparer le positionnement final des bobines dans la caverne.
Au début de l’année 2004, deux masses froides seront équipées de leurs écrans thermiques et la première enceinte à vide devra être fermée en juin 2004. La première bobine du toroïde sera alors prête à être testée.

Installation des biellettes sur la masse froide.

Intégration au Cern du premier écran sur la masse froide. Chaque écran est composé de 22 sections indépendantes faites de 4 panneaux d’aluminium de 5 mm d’épaisseur rivetés ensemble. L’écran est fixé par des supports provisoires (cylindres blancs). Les supports définitifs ne seront installés que lorsque les circuits de refroidissement auront été soudés et testés.
L’anneau cryogénique est une contribution en nature du CEA/Dapnia à la collaboration Atlas. Les années 2002 et 2003 ont été essentiellement consacrées à sa conception. Le rôle de l’anneau cryogénique est de distribuer les fluides cryogéniques (hélium gazeux et hélium liquide) et la puissance électrique aux 8 bobines. Le courant est amené aux bobines via des busbars (liaisons supraconductrices entre les amenées de courant et le bobinage) refroidis par de l’hélium diphasique à 4,8 K et 1,4 bars. L’anneau cryogénique est divisé en huit secteurs de 6 m de long, situés entre les bobines sur le rayon externe du toroïde. Chaque extrémité de secteur est équipée d’une manchette coulissante qui permettra les connexions électriques et cryogéniques à la bobine pendant l’assemblage final du toroïde. La réalisation se fera au CEA en 2004. Le premier secteur inférieur doit être livré au Cern en septembre 2004.
La structure chaude, autre pièce majeure pour l’assemblage du toroïde, est la structure mécanique qui relie les bobines entre elles. Huit anneaux de voussoirs et de boîtes de connexions en aluminium (section 850 mm x 500 mm) et d’entretoises (section 600 mm x 400 mm) supportent le poids de l’aimant et des chambres à muons attachées aux enceintes à vide. Durant la mise sous courant des bobines une force centripète de 1200 t s’applique sur chaque masse froide. Cette force est transmise à la structure chaude via les biellettes. Le premier prototype de voussoirs et de boîtes de connexion doit être prêt courant février 2004.
Le scénario détaillé de l’assemblage est maintenant défini. L’assemblage final doit commencer en juin 2004 et durer plus d’une année.

Maquette à l’échelle 1 de la manchette coulissante qui permettra les connexions électriques et cryogéniques entre l’anneau cryogénique et la bobine.
• Le Département des accélérateurs, de cryogénie et de magnétisme (DACM) • Institut de recherche sur les lois fondamentales de l'Univers (Irfu)
![]() PHoCEA DRF 2024 - Tous droits réservés - Mentions légales - Ce site utilise Bootstrap
PHoCEA DRF 2024 - Tous droits réservés - Mentions légales - Ce site utilise Bootstrap
Dernière mise à jour : 20-11-2024

