

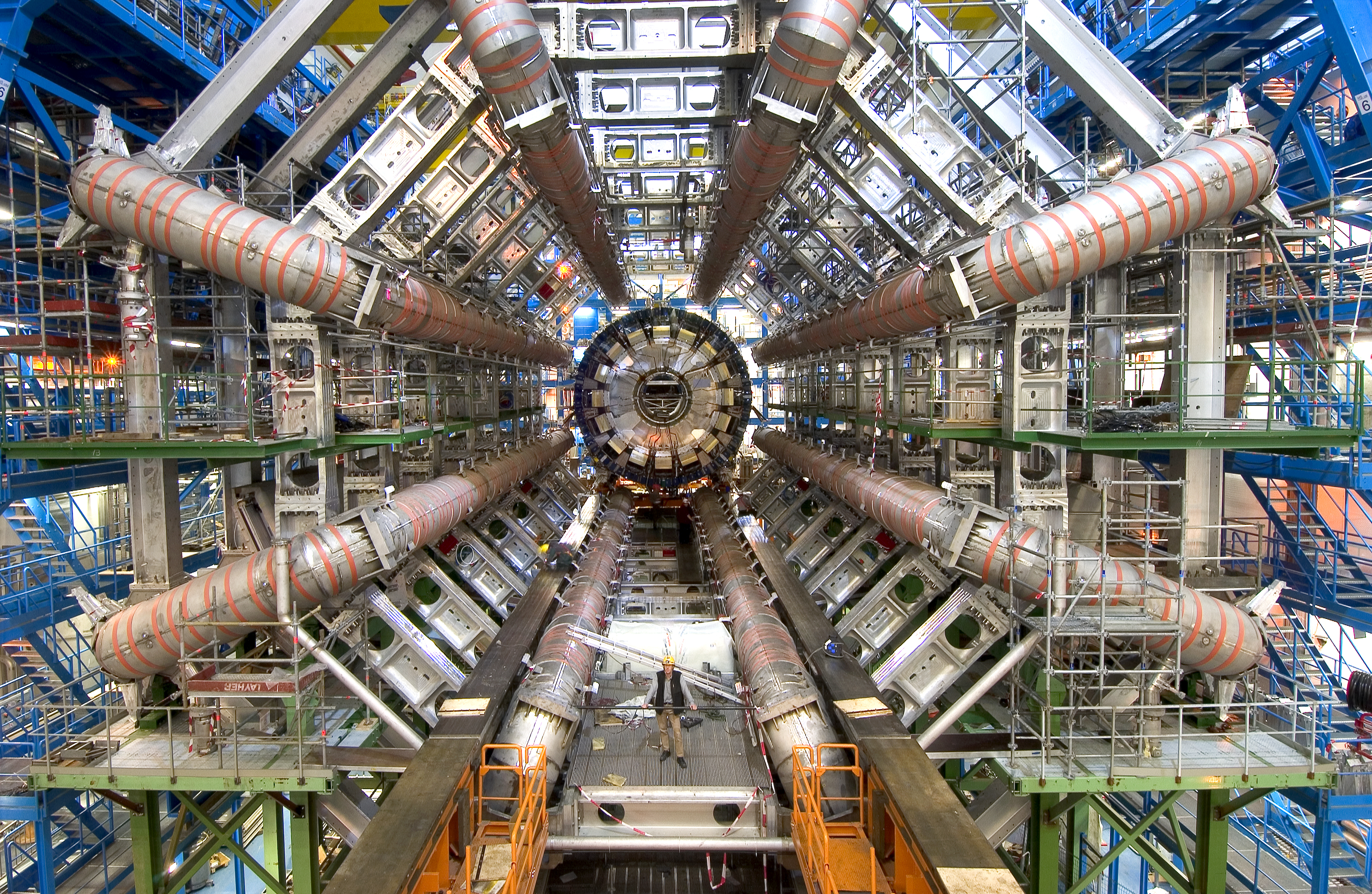
General view of the barrel toroid coils after assembly in the cavern
IRFU was responsible for the integration of the eight superconducting coils in their cold mass and in their cryostat. The laboratory is also in charge of defining the assembly process, of the design of the handling equipment for the coils in the toroid, and for the quality control of assembly in the cavern. IRFU had also a strong and close collaboration with Cern who manages the infrastructure of the assembly hall and with LASA Milano, the INFN laboratory responsible for the in-kind delivery of half of the conductor and for all the windings and thermal shields.
Engineering of barrel coils
Engineering of the toroid structure and assembly process
Construction of the prototype coil B0 at Saclay
Technical supervision of coil assembly at Cern
Manufacturing and testing of the cryoring sections at Saclay
Assembly of the cryoring on the ATLAS toroid in the cavern at Cern
CEA-Saclay
Cern: Hall 180 (Meyrin site)
ATLAS cavern
Magnets and accelerators / Superconducting magnets
Elementary constituents of matter/ Physics at LHC
2001 : Test of the B0 coil (1/3 length prototype) at 24 000 A.
2002 : Delivery of the eight coils at Cern.
October 2003: Integration of eight coils Huit in their cold mass is completed.
December 2003: Most of the components necessary for the integration at Cern are delivered.
July 2004 : First coil inserted into its cryostat.
2004 : First coil tested at 22 000 A.
Summer 2005 : Test of coil #8 at surface level and start of assembly of the toroid in the cavern.
November 2005: Mechanical assembly of the toroid completed.
First semester 2006: Connexion of cryogenic and electrical services.
November 2006 : Full test of assembled toroid magnet at nominal current.
Test of the prototype B0 coil at 24 000 A.
22 000 Ampères in the world's largest superconducting coil
Successful assembly of the ATLAS barrel toroid magnet
Assembled toroid tested with full current; First detection of cosmic rays in the Atlas muon spectrometer

3-D view of the barrel toroid
The magnet is made of a set of eight racetrack superconducting coils, 25 m long and 5 m wide, enclosed in a cryostat and held together with an aluminium mechanical structure. The current passing through the superconductor cables produces a toroidal magnetic field around the axis of proton beams. The magnetic field surrounds the experiment like a torus, and this is why the Atlas giant magnet is called a "toroid". The barrel toroid magnet is part of the magnetic muon spectrometer of Atlas. Two toroid endcap magnets and a central solenoid coil (all superconducting) complete the system.
The first characteristic is linked to the size of the coils (25 m long) which requires unusual handling operations for the assembly. The size of the coils, the world's largest for a superconducting magnet, was a major challenge in this project. The management of the many organizational and technical interfaces is also specific to this project. The mechanical structure of the Atlas toroid is characterized by its robustness and its lightness compared with other types of magnets. In addition to developing the procedure the coil integration into their cold mass box, an assembly technique was developed to deal with the enormous magnetic forces applied to the conductor. Each coil is inserted in a coil box which provides the mechanical support of the winding, and pre-stressed with bladders working as expansible shims. First, these bladders are filled with glass balls and argon gas, and then the residual gas is removed and replaced with a low viscosity and long curing time epoxy resin, injected at 2 bars. The polymerization of the resin occurs by warming the coil to a temperature up to 70°C, using a current in a conductor, then by increasing the pression in the bladder to 125 bars. Finally, the temperature is increased to 125° C and maintained at that level for 30 hours to complete the polymerization.
The main principles and procedures for the construction process have been validated at all stages of integration and only a few have been modified, in minor ways, with respect to the original conceptual design. The preparation of the assembly work, through written assembly and control procedures was necessary to minimize technical risks and sliding of the schedule. The manufacturing of the coils of the toroid magnet represented a major investment for IRFU and has allowed the cryomagnet division SACM to gain considerable experience in the design, the manufacturing and the testing of this type of magnet.
Calculations and conception of the Atlas toroid
Conception of the Atlas hot structure and modelization of the mechanic behaviour
According to a collaboration agreement signed in 1996 with Cern, IRFU has been responsible for the design and the supervision of the toroid manufacturing. This agreement has been divided into several phases, phase A for the design, phase B for the realization, phase C for the testing of the coils and phase D for assembly.
Cern : general coordination of the magnet system for the Atlas collaboration, external cryogenics, electric power circuit, protection, test stations, assembly in the cavern.
CEA : general and detailed study of the toroid, the follow-up of the components' fabrication, component tests, coordination and follow-up of the integration.
ETH Zurich : conductor.
INFN Milan : conductor, coil windings, thermal shields
IFAE Barcelone : coil vacuum vessels
![]() PHoCEA DSM 2024 - Tous droits réservés - Mentions légales - Ce site utilise Twitter Bootstrap
PHoCEA DSM 2024 - Tous droits réservés - Mentions légales - Ce site utilise Twitter Bootstrap
Dernière mise à jour : Nov 19th, 2024

