
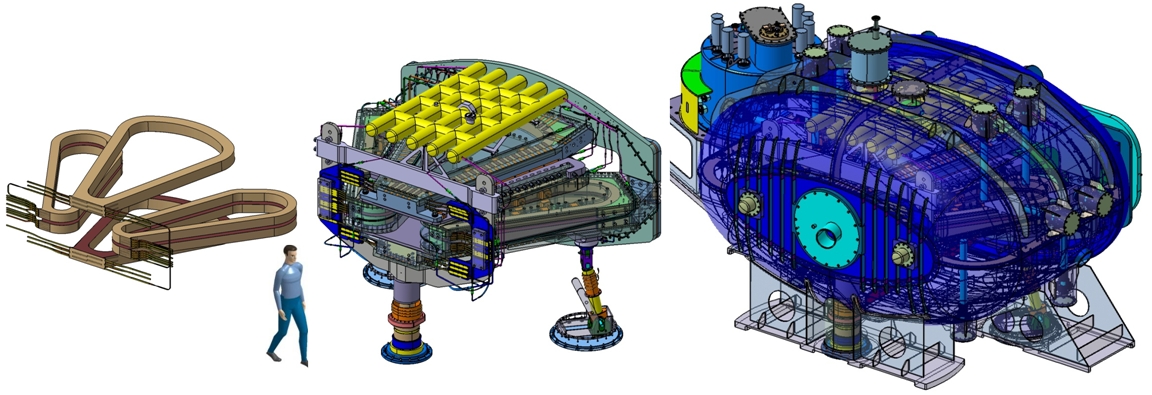
Left: The magnetic structure consisting of six trapezoidal tilted coils. Center: The cold mass of the magnet consisting of the four coil casings, arches, linking plates and cryogenic supports. The electrical junction boxes connecting the superconducting cables are seen here against a blue background. The 460 liter tank supplying the 4.5 K indirect cooling tubes in the thermosiphon circuit. Right: The cryostat next to its cryogenic satellite providing the external connections. It moves on an air cushion. The total mass of the magnet is 55 metric tons.
The European collaboration R3B (Reactions with relativistic radioactive beams of exotic nuclei) brings together 230 physicists from 63 institutes in 21 countries. The group has set up a program at GSI in Darmstadt, Germany to investigate the emerging physics of exotic nuclei with relativistic energies. This program requires the construction of high performance experimental facilities, regarding inverse kinematic reactions, total detection of the reaction products, and momentum resolution. The GSI Large Acceptance Dipole (GLAD), a superconducting spectrometer, will be an essential component of the R3B overall detection set-up. The preliminary design for the project was carried out as part of the 5th European research and development framework program (FP5). The decision to finance the construction of the R3B-GLAD magnet was taken in October 2005 under FP6.
Specifications of the spectrometer
The GLAD dipole will have to take account of many constraints when analyzing the particles from reactions between radioactive ions and the secondary target. These include:
· A field integral of 4.8 tesla.meters, making it possible to deflect the high magnetic rigidity heavy ions by 18° (typically 15 T.m for 132Sn50+), and protons by up to 50°.
· A wide angle inlet aperture of ± 80 milliradians in both the horizontal and vertical axes, which also provides greater transparency to neutrons that are not deflected by the magnetic field.
· A large momentum acceptance, making it possible to detect simultaneously protons, neutrons and heavy relativistic nuclei, at individual nucleon energies of the order of one GeV.
· A negligible fringe field (< 20 mT), especially around the target zone located 1 m upstream from the magnet entry face.
· A momentum resolution of 10-3 and an angular resolution of 1 mrad reconstructed at the target.
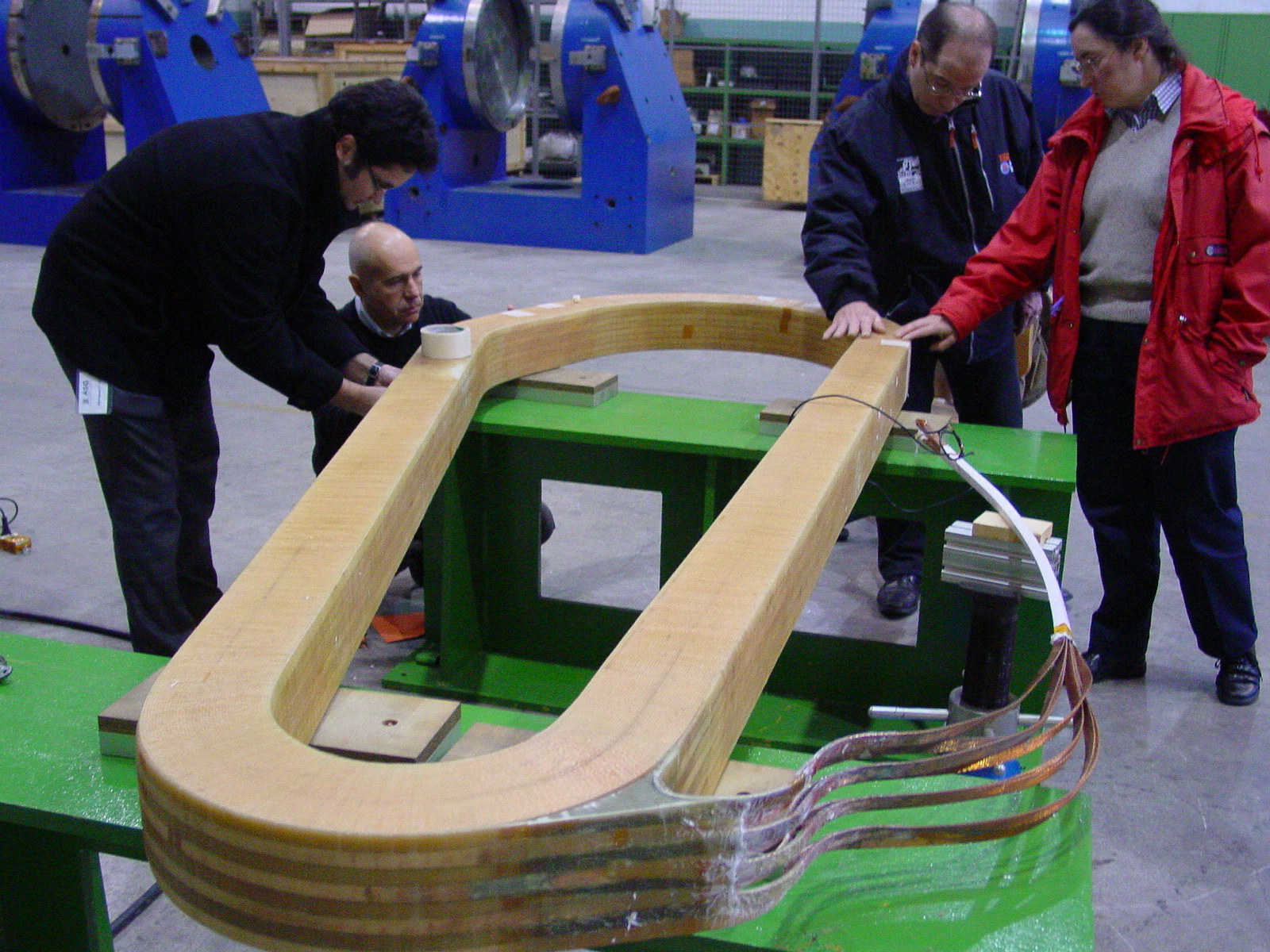
Representative half-scale coil instrumented for measurements of thermal shrinkage coefficients at cryogenic temperatures.

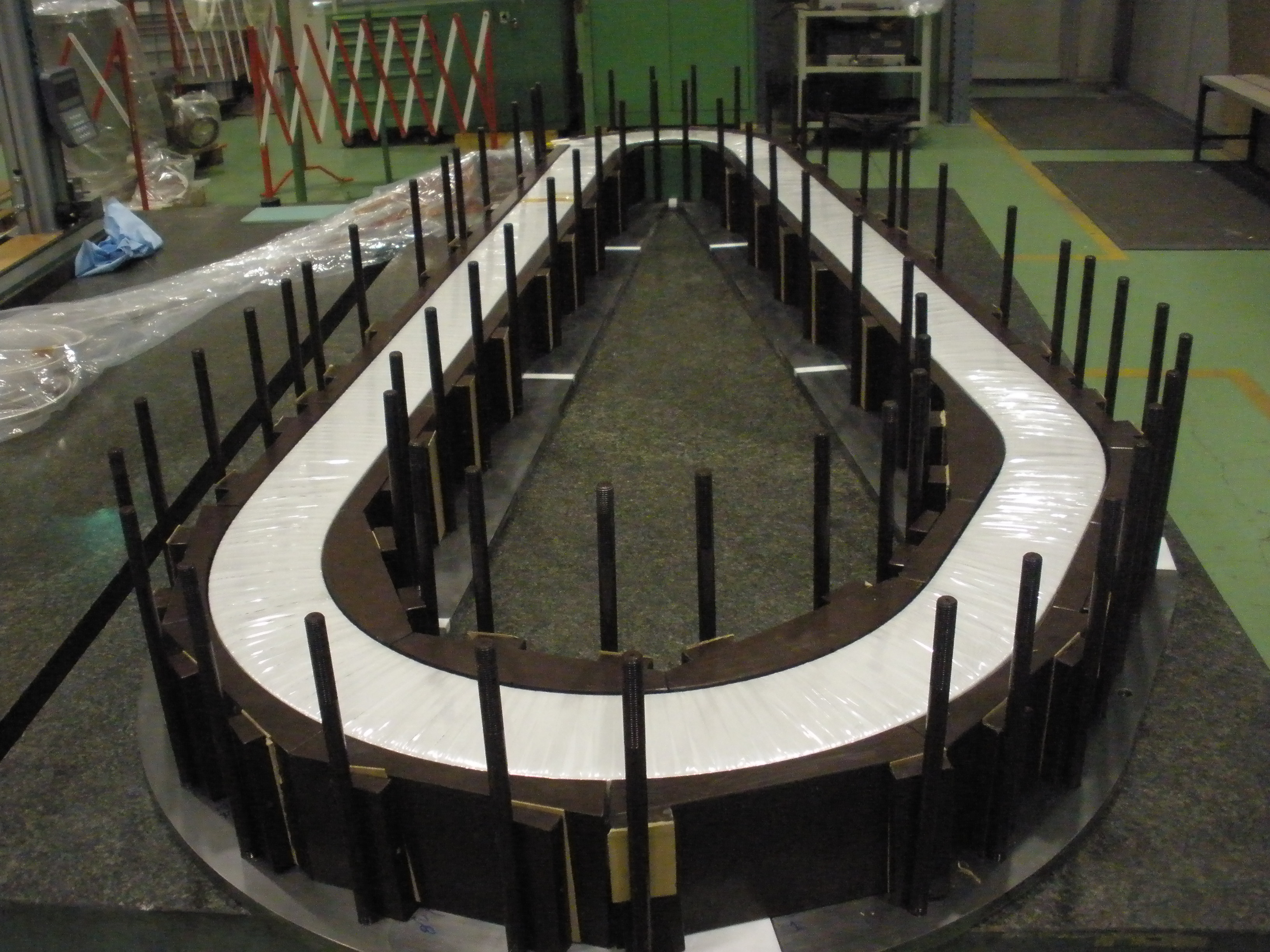
Stack of double pancake coils in the prototype lateral coil (by courtesy of ASG Superconductors).
Design of the GLAD magnet
The design study carried out between 2001 and 2003 resulted in a compact and innovative magnet design with an active shielding magnetic configuration. This design was named the Tigra Trace (Tilted and graded trapezoidal racetracks) or ‘butterfly’, a name inspired by the shape of the six coils that make up the dipole. Its construction was financed from late 2005 under the European CNI DIRAC contract (Construction of New Infrastructure – Darmstadt Ion Research and Antiproton Center) as part of FP6.
The pancake coils are placed as closely as possible to the beam in order to achieve the wide conic acceptance required. Trapezoidal in shape, the coils provide simultaneously the internal main field ensuring magnetic deflection, and an active shielding out of the magnet. The stored magnetic energy (24 MJ) is therefore minimized, as is the fringe field in the target area in front of the magnet (< 20 mT at only 30 cm from the cryostat).
The mechanical design was carried out during 2007, and was marked by a number of difficulties related to the wide opening of the magnet and the presence of high magnetic forces of up to 300 tons per meter. There was also considerable differential expansion between the copper and niobium-titanium coils and their aluminum alloy casings. The general arrangement of the magnet was redesigned in order to secure the coils when subjected to the maximum acceptable shear stress.
Thermo-mechanical measurements were made on a half-scale model of the coil. The mechanical moduli and the thermal shrinkage coefficients were measured at cryogenic temperatures, confirming the modeling of the orthotropic behavior of the composite coils (superconducting cable, glass fiber cloth, and epoxy resin). It was decided to allow a calibrated clearance between the coils and the casings at ambient temperature in order to achieve a controlled shrink fit at 4.5 K.

Prototype coil in its impregnation mold, placed in the oven ready for vacuum impregnation (by courtesy of Superconductors).
Impregnated prototype coil (by courtesy of Superconductors).
The new designs for the mechanical adjustment and indirect cooling of the coils using a copper braid thermal drain were completed and confirmed experimentally in 2008.
The magnetic design was simplified, eliminating the graduated coils, while continuing to meet the spectrometer performance and resolution specifications. At the same time, the maximum deflection of the protons was increased from 40° to 50°, and the overall size of the magnet alone was increased to almost eight meters. The maximum field at the conductor was reduced to 6 T, improving the stability of the superconductor and increasing the temperature margin to above 1.5 K.
The final structure of the cold mass included reinforced linking components, making the future mounting and integration sequences easier. The assembly was approved for manufacture in July 2008 following a special internal technical review.
The design of the cryostat had also been changed and was also subjected to a design review. The vacuum vessel was no longer conical, but in the form of an elliptical cylinder, minimizing both volume and cost. The cryogenic supports were modified and now consisted of one fixed and two articulated feet in order to take account of the weight and shrinkage, and to limit heat flow. The volume of the liquid helium tank in the thermosiphon loop used to cool the cold mass to 4.5 K was increased in order to double the storage capacity. However, the decision to move the cryogenic satellite to the outlet from the magnet in order to meet the requirements of the physics required a mechanical redesign. A call for proposals was prepared and published in the summer of 2010.
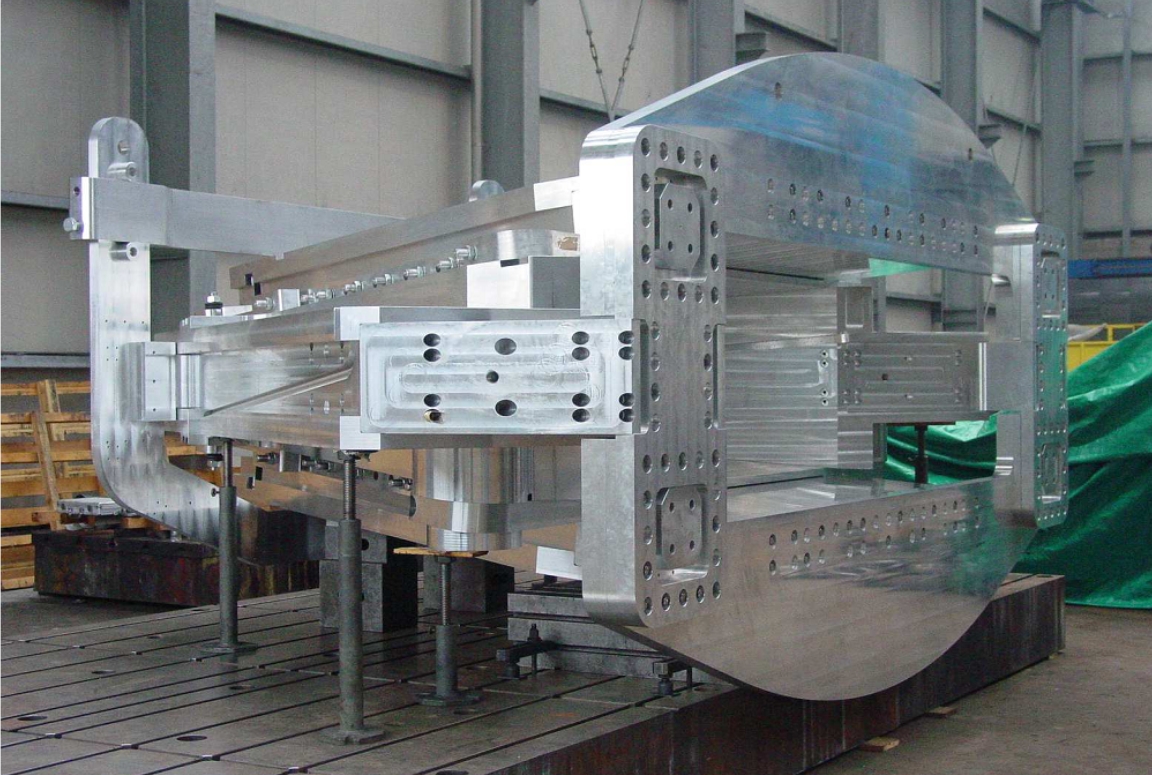
No-load assembly of the cold mass consisting of four coil casings, linking plates, and inlet and outlet arches.

Manufacture of the final GLAD magnet coils at ASG Superconductors.
Construction of the magnet
The 18 km of superconducting cable was manufactured to our specifications in 2007. The contract for the manufacture of the cold mass, coils and coil casings was placed with industrial suppliers. The difficulties associated with handling the stiffness of the R3B-GLAD conductor have delayed the completion of the coil winding, insulation and impregnation phases to meet the electrical and geometrical specifications for the coils. The delivery of the first full-scale prototype coil at the end of 2009 provided confirmation of the manufacturing procedures. The structure and coil enclosures were machined from solid blocks of aluminum alloy 5083 and a test assembly of the 22 t cold mass was completed perfectly to within one millimeter in early 2010.
• superconducting magnet physics and technology › Superconducting Magnets for Particle Physics Research
• Accelerators, Cryogenics and Magnetism Division (DACM)
• LCSE
