


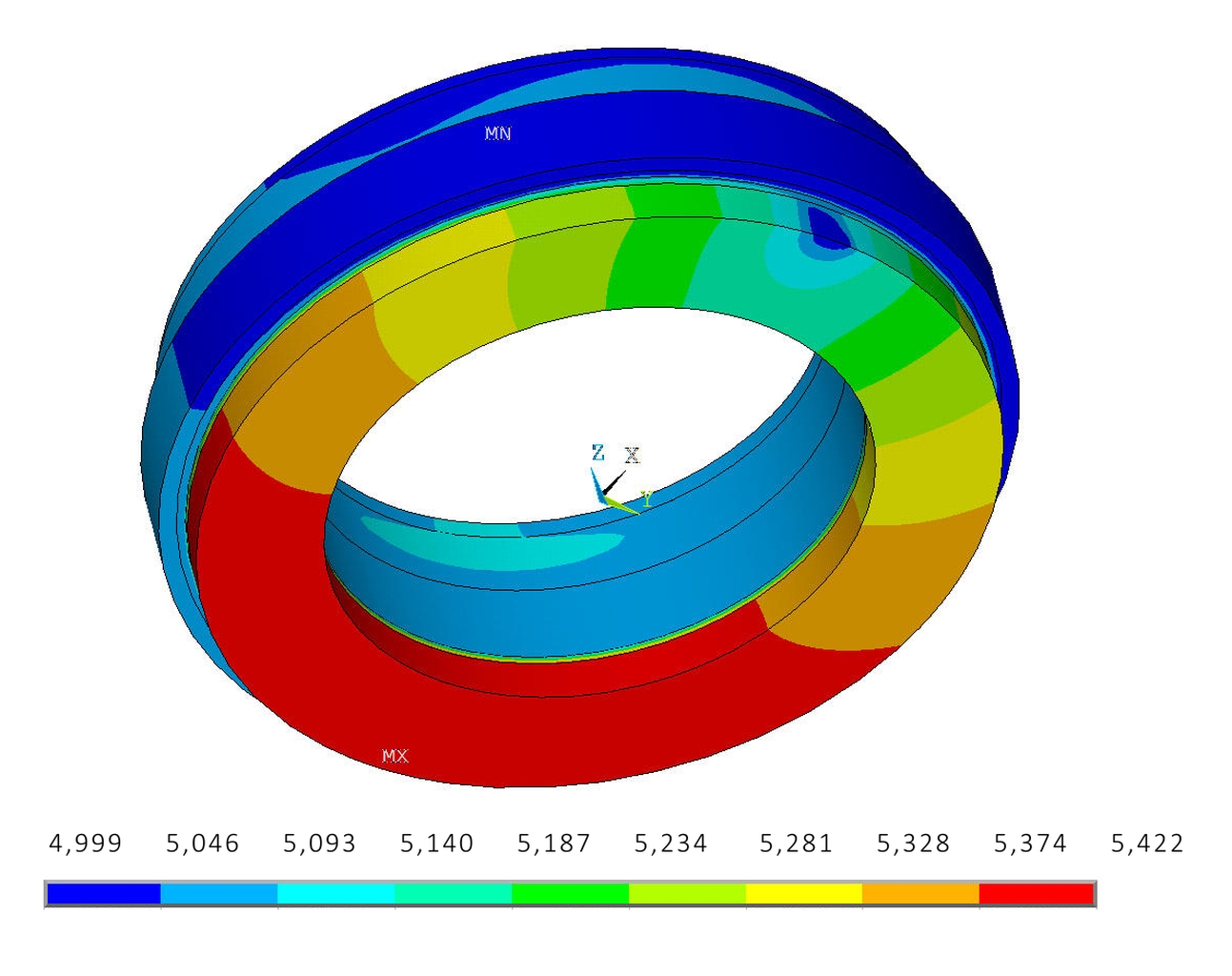
The image above shows the temperature distribution in the Lotus mandrel. The area visible in the foreground shows a section of the iron mandrel, which is cooled locally at the upper blue spot to 4.99 K. On the opposite side, at the bottom of the magnet (in red), the warmer area at 5.37 K can be seen. This part of the mandrel has the biggest temperature gradient because it is insulated from the coils by fiberglass plates. The coils themselves are cooled by separate heat drains, which means that overall, they are better cooled than the mandrel.
Our fluidless cryogenic test facility designed and manufactured for the MIRI imager has allowed us to validate our conduction cooling technique. The same helium-free cooling technique with two cryogenerators was used for the LOTUSmagnet, with a mass ten times greater (1 tonne). This technique requires high-quality thermal connections to ensure temperature uniformity across the entire cold mass, which is often made of a variety of materials with very diverse properties.
Dry cooling by conduction using a cryogenerator removes the constraints associated with the cryogenic fluids most commonly used as energy reserves or as coolants (helium and nitrogen). Although much simpler to use, this technique requires experience and a good practical understanding of thermal contact resistance.
As a matter of fact, this resistance is difficult to evaluate reliably using computation. In the best-case scenario, a high-contact resistance slows cooling. In the worst-case scenario, however, it causes a temperature gap that prevents reaching the required temperature. On the other hand, the influence of thermal contact resistance on the thermal behavior of the cold mass can be simulated fairly well, and the optimal size and location of the contacts can therefore be determined in order to obtain the best temperature uniformity (LOTUS cooling).
With the MIRI test facility, the difficulty is to achieve thermalization of the infrared detector in a temperature range from 4 K to 40 K, with a variable thermal load. This has been solved by adjusting the contact resistance at 4 K, for which very low values are reached in a first step. To obtain higher temperature ranges in the second step, section reducers are inserted, which adds a calibrated thermal resistance to control the temperature difference. The specific context of this experiment has inspired us to create a cryomechanical support shape, also used for the LNCMI superconducting coil, to return the thermal load within a cryogenerator’s effective cooling power range.
• superconducting magnet physics and technology › Instrumentation and development for R&D magnets
